.png)
smartDIYsさんのFABOOL Laser Miniを組み立ててからずっと調整ばかりしてましたが、ようやく標準フレーム限界サイズの調整データでもほぼ問題なく動く状況になれましたので、そろそろカットパラメータの検証を行ってみようと思います。
今回の題材は「MDF材2.5mm厚」です。
【2016/12/07追記】FABOOL関連の記事が増えてきたので、目的別に整理した記事まとめページを作りました。最初にコチラ↓を参照下さい。

標準フレーム限界サイズの調整データについてはコチラ↓をご参照ください。
今回の素材
ホームセンターで入手したMDF材の2.5mm厚です。
他の木工に使用した3×6材(約915×1825mm)の残材を、300×340mmくらいのサイズでカット加工してもらいました。
ホームセンターではプリカット済みの小さいサイズも売ってるのですが、3×6材からカットして作る方がとてもお得ですね。
反りが心配ですが、小さくカットすればそこまで影響出ないだろうと考えました。最悪、反りが酷いのは使わなければ良しとします。
カットパラメータを模索する
データを準備する
今回は、先日作ったコチラ↓のカットパラメータ検証用データを使用します。

「丸」も「四角」も「線」も一緒に並べます。
併せて、ラベル代わりにパラメータ値の文字をアウトライン化して一緒にカットする様に仕込みました。(文字は種類作るの大変なので、こちらのデータは公開してません。申し訳ない。)
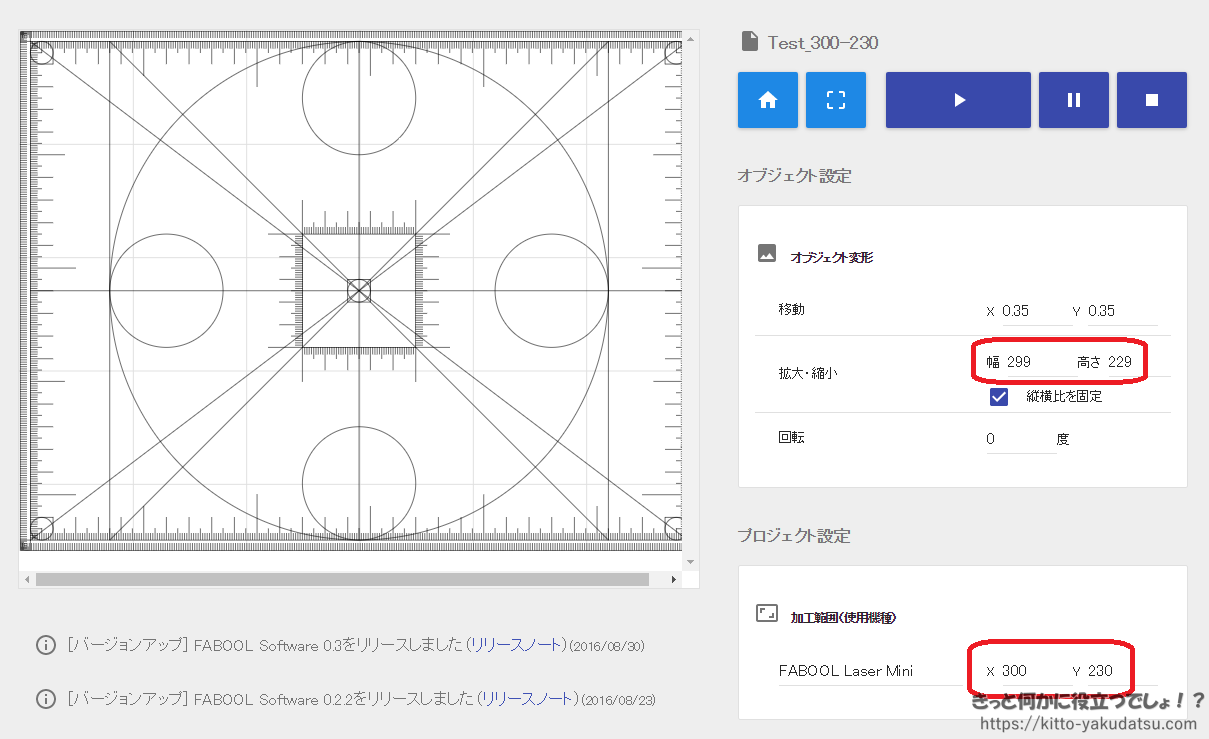
全て読み込んだ状態のFABOOLソフトウェア画面はこんな感じ。
使用機材は、FABOOL Laser Miniの3.5Wモデル(標準フレーム)です。
レーザーユニットと素材間のクリアランス調整は、クリアランス調整用アクリルを使用(3mm)してます。
段取りイメージ
レーザーカッターの経験値は全く無いので暗中模索状態ですが、ざっくりこんな段取りで進めました。
- まずは、出力100%のままで、速度を段階的に落として比較する。
- 表面に焼け・焦げが出る、または裏面に貫通の兆しがある場合は、その前後の設定値で何周回かして比較する。
出力100%、速度3000~2100mm/minの結果
まずは、出力100%のまま、速度3000mm/minから100mm/min刻みで2100mm/minまでで試しました。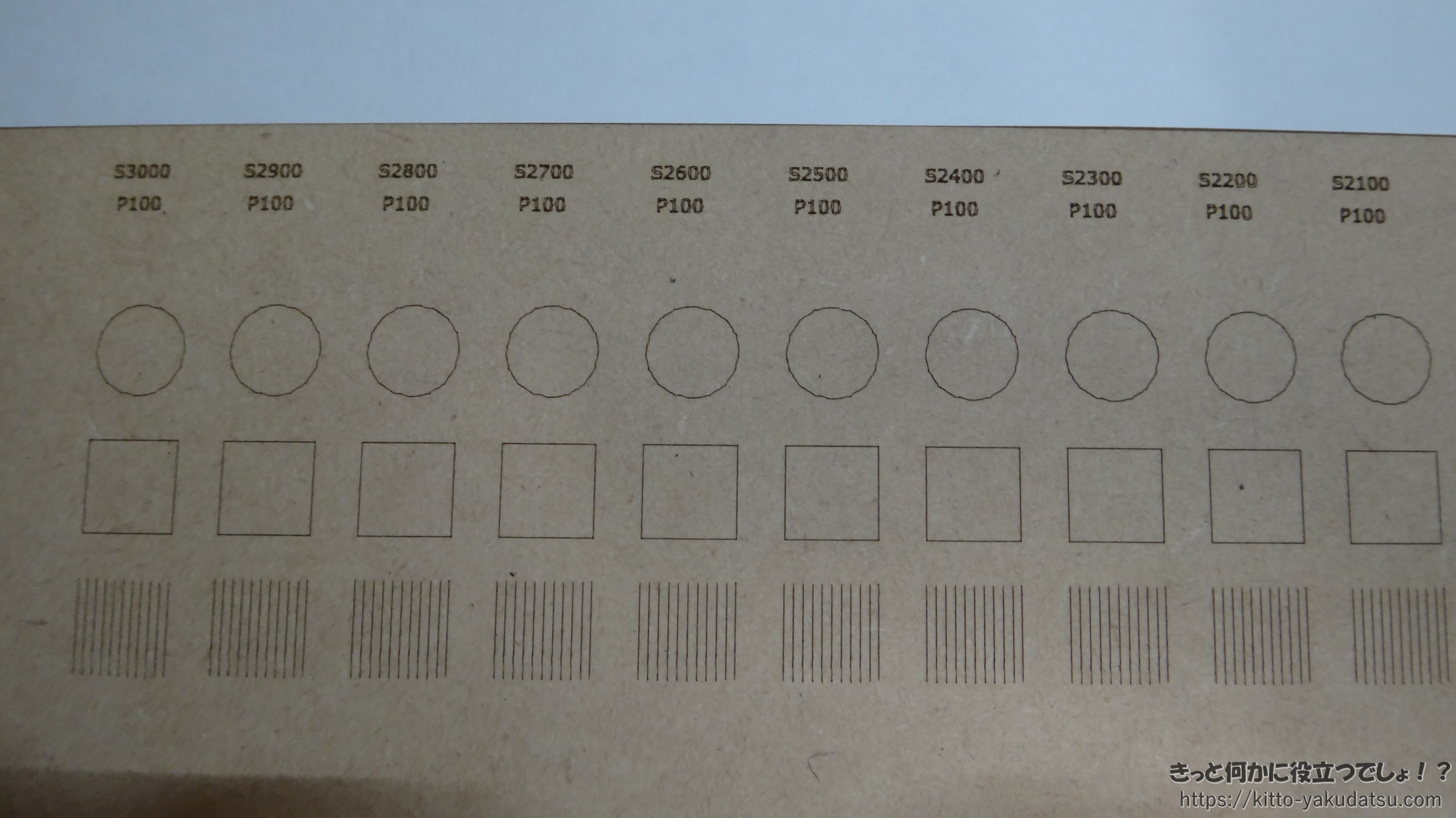
まだ表面刻印レベルでカットには至りません。でも、コピー用紙の時とは違って3000mm/minでも、ちゃんと線が残ります。
3000mm/minは流石に線が細く文字はややかすれっぽく見えますが、これくらいなら刻印としてなら実用範囲かも?
出力100%、速度2000~1100mm/minの結果
続いて、出力100%のまま、速度2000mm/minから100mm/min刻みで1100mm/minまでで試しました。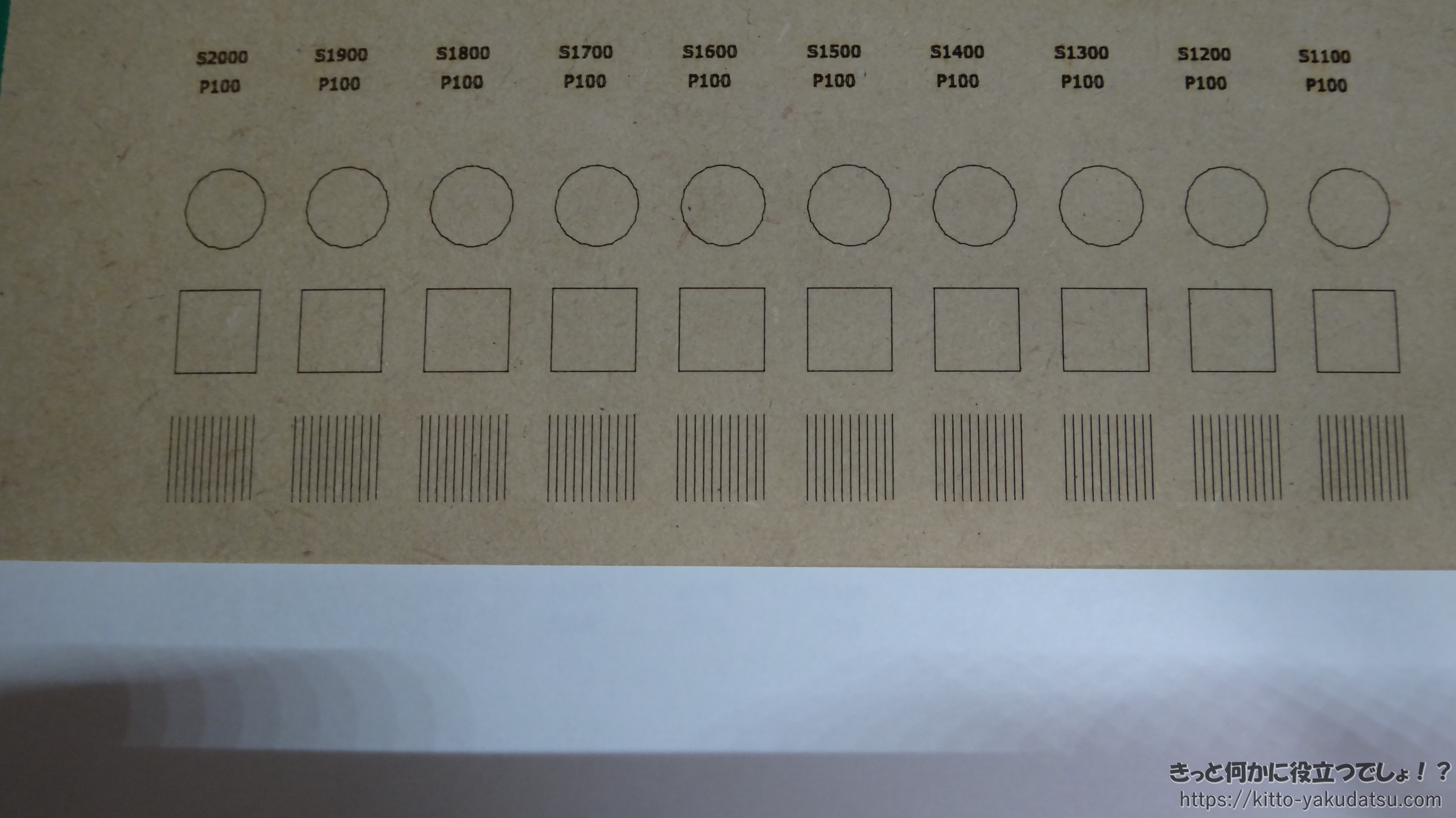
先と同じくカットには至りません。
でも、2000mm/min以下の速度だと、文字が濃くなりとても綺麗に見えます。
1200mm/min付近から、文字の周辺に焦げっぽいくすみが出てますね。(微妙なレベルですが)
出力100%、速度1000~100mm/minの結果
出力100%のまま、速度1000mm/minから100mm/min刻みで100mm/minまでで試しました。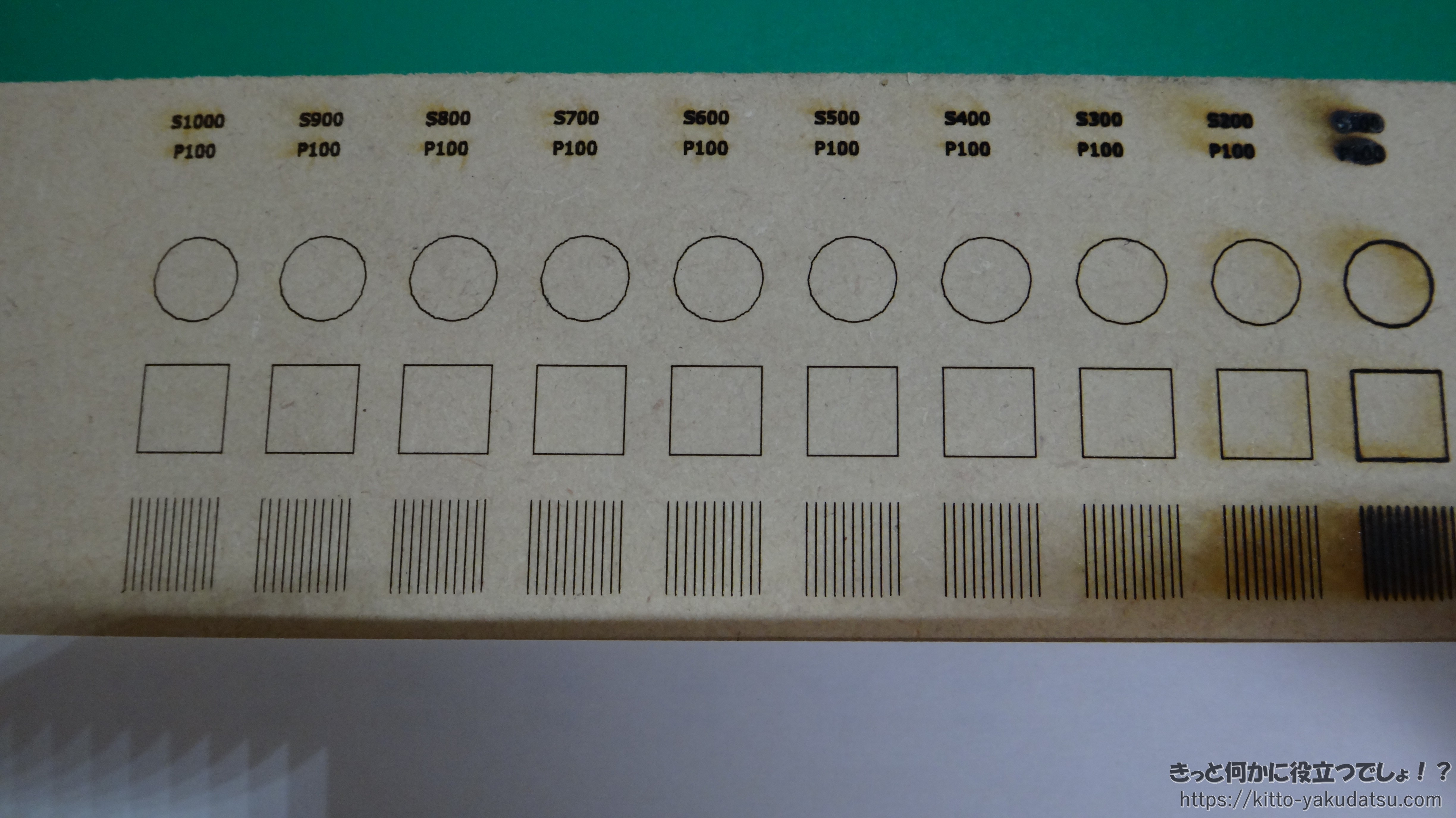
ここまで速度が落ちるとかなり結果が変わります。
100mm/minでは文字が焦げ落ちて文字の判別が困難な状態。これ以上速度落とすのは危険ですね。(火事になりそうで怖いレベルw)
四角の角や線も焦げ太りしてとても汚いです。
表面焦げを見る限り、100mm/minは速度落とし過ぎで、200mm/min付近が実用限界の様に思えます。
裏を見てみます。
おおっと、何か痕跡がありますね。
場所は、焦げが酷かった100mm/minの所です。
でも、表側はあんなに焦げてる状態なのに、裏は貫通までは行ってません。
更に、200mm/min以上だと裏には殆ど痕跡がないのが分かります。
では周回させてみましょう。
出力100%、速度200mm/min、1~10周回の結果
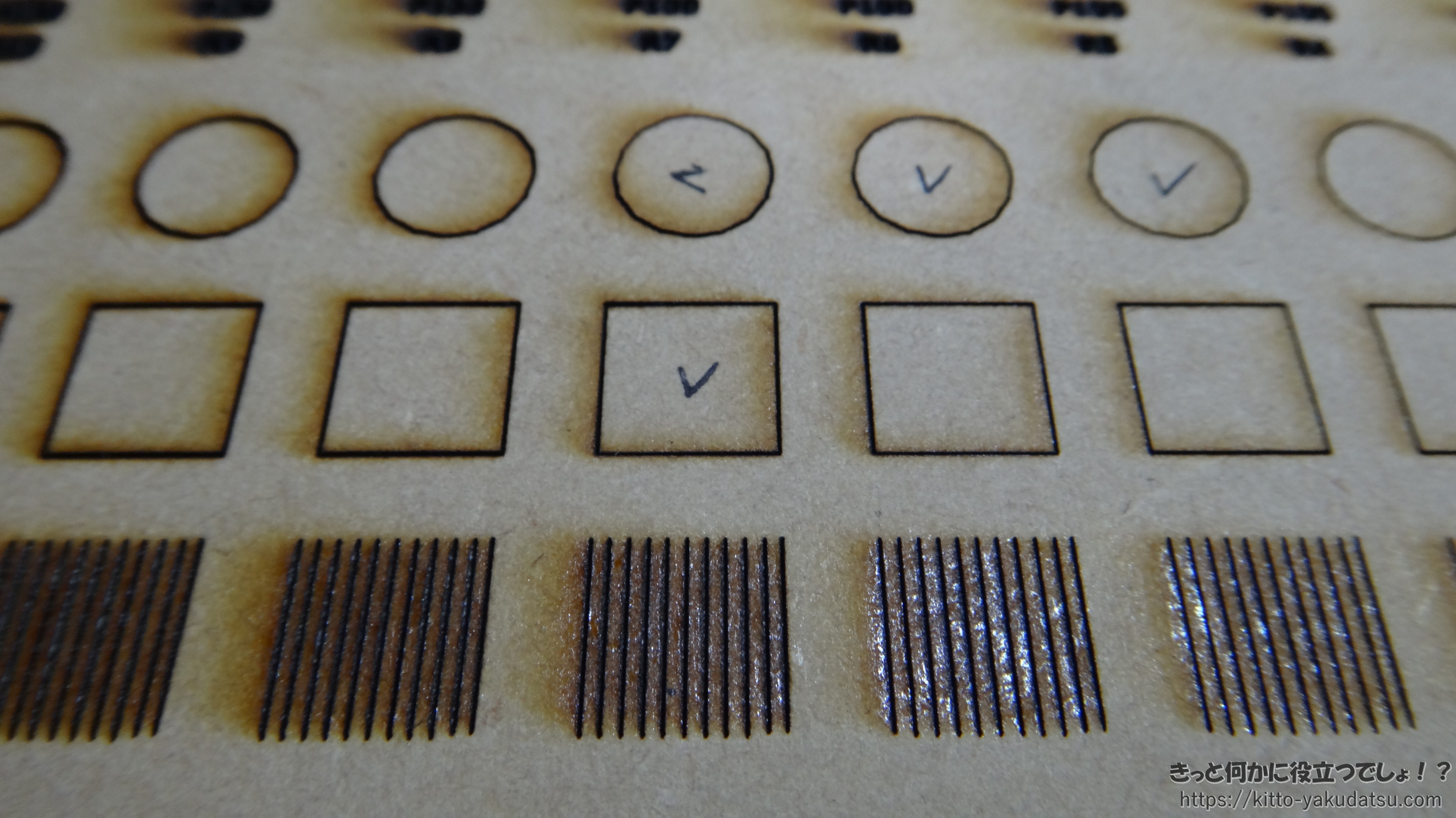
出力100%、速度200mm/minのまま、1周回から10周回させてみました。(右端が1周回だけで、左に行くにつて1周回づつ増やしてます)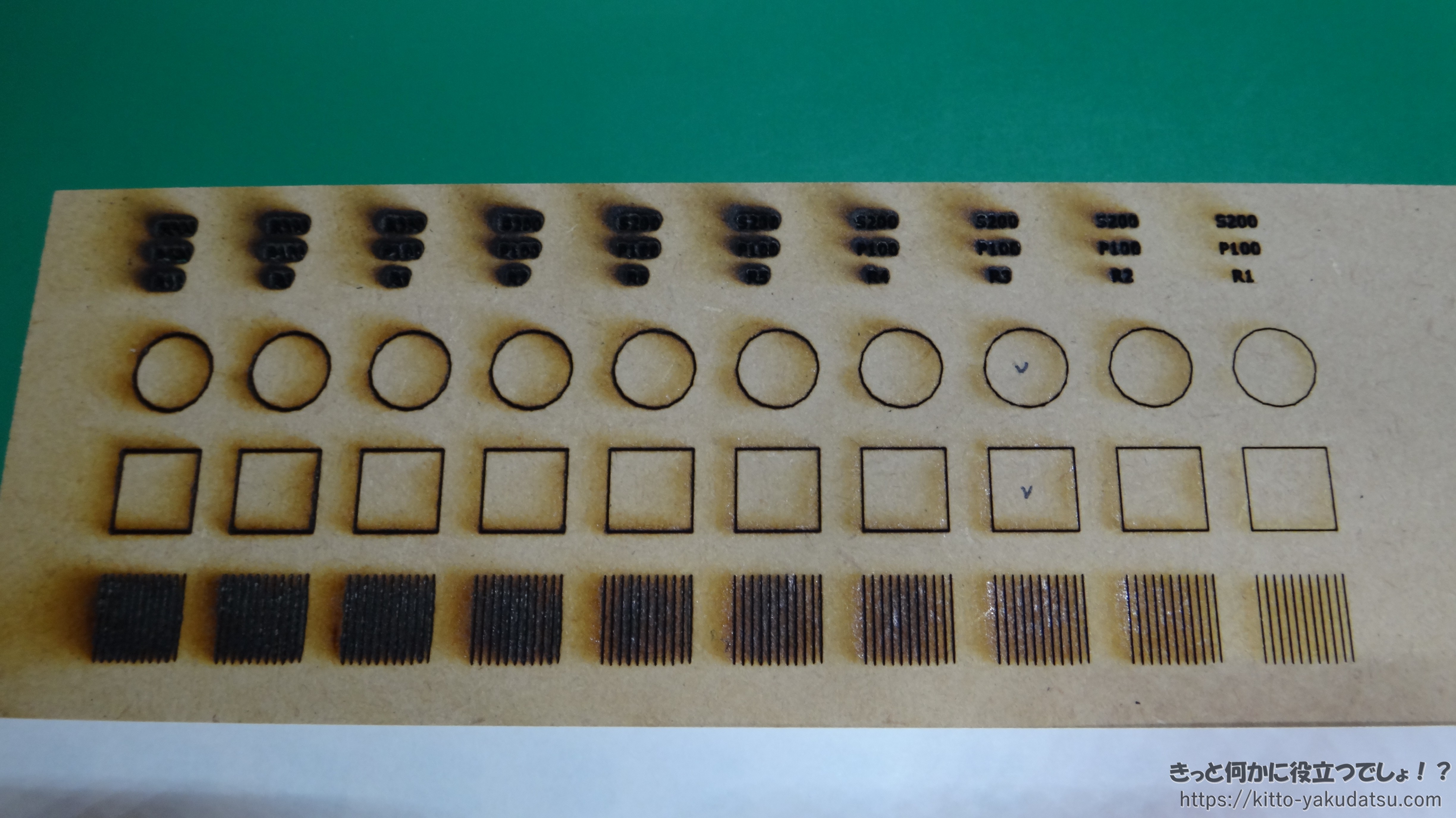
これは、焦げ過ぎか・・・(^_^;)
丸と四角の中にチェックマークがあるところは、貫通しており、丸と四角が抜けます。(チェック箇所より左側は、当然抜けるんでチェック割愛)
うーん、3周回目(チェックマークがあるところ)は文字がかなり焼けて醜いです。
四角と線は実用範囲かなぁ。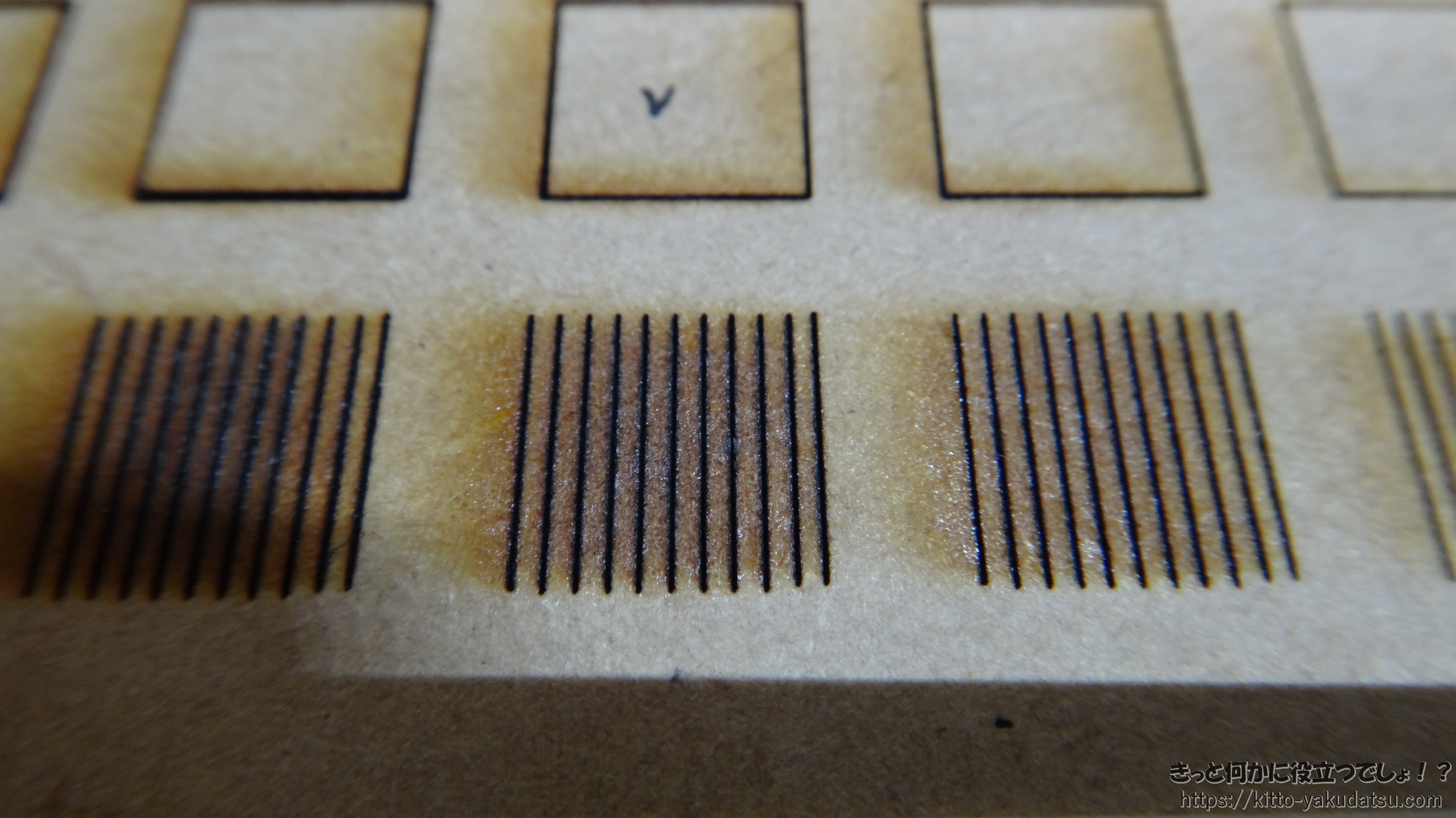
裏を見てみます。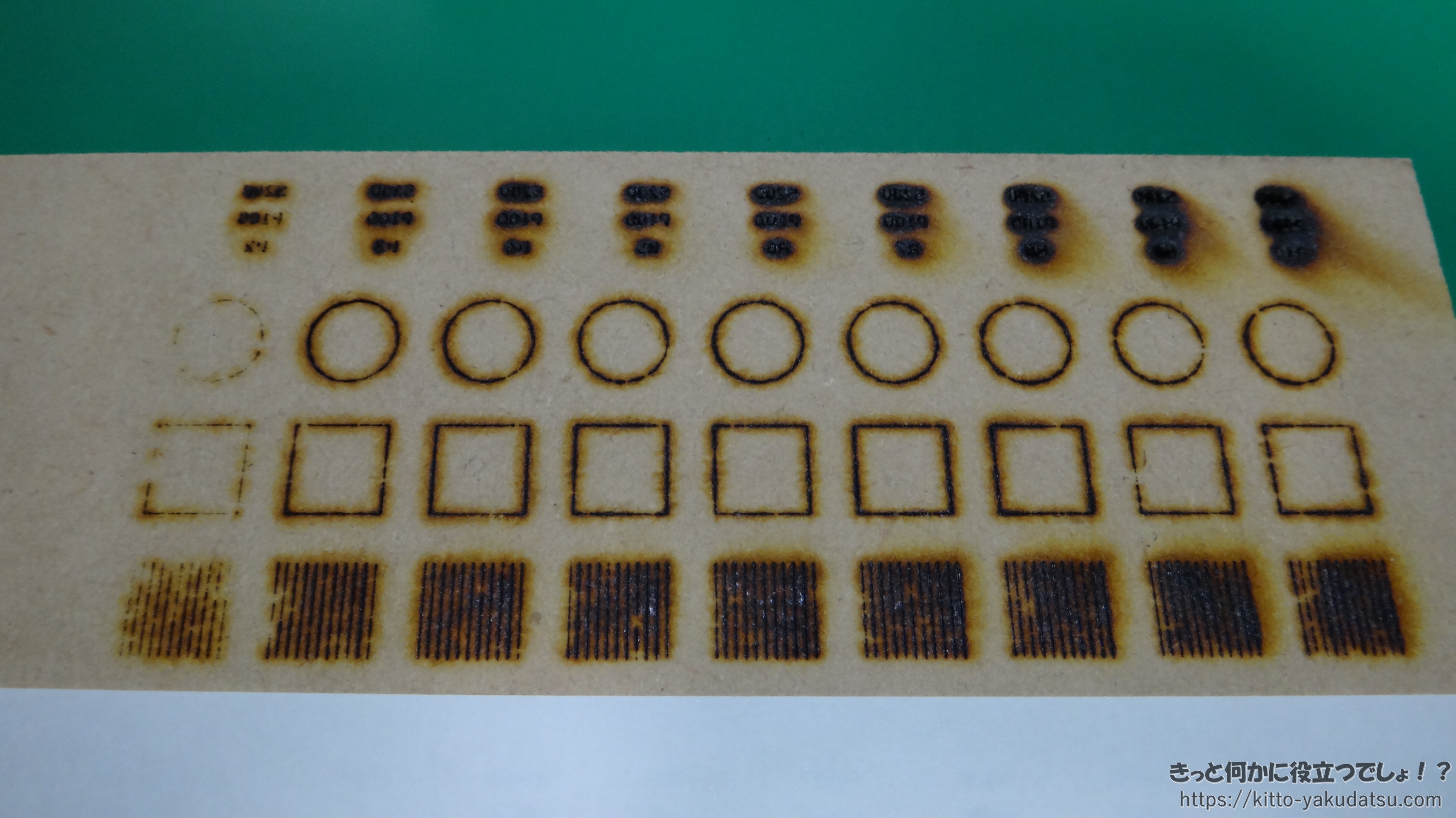
うわっ、右側の周回多めの部分は文字部分が焦げ落ちてます。コレはヤバかったのか?・・・
1周回では裏まで痕跡出てません。先の速度を変化させた時も同様でしたので、同じ結果が得られた様です。
なので、写真で痕跡が見えるのは2週回目からなんですが、2週回目だと部分部分で残りがあり、抜き切れてないですね。
さらに左から2番目が、表側でチェックマークを描いていた場所(抜けた箇所)となります。
という事で、200mm/min、出力100%で3周回させれば、MDF材2.5mm厚のカットが可能なことは分かりました。
出力100%、速度300mm/min、1~10周回の結果
続いて、もう少し速度を上げてみた場合はどうなるかも試してみます。周回多めでカットされる筈で、上手く行けば焦げが抑えれるかも?
出力100%、速度300mm/minのまま、1周回から10周回させてみました。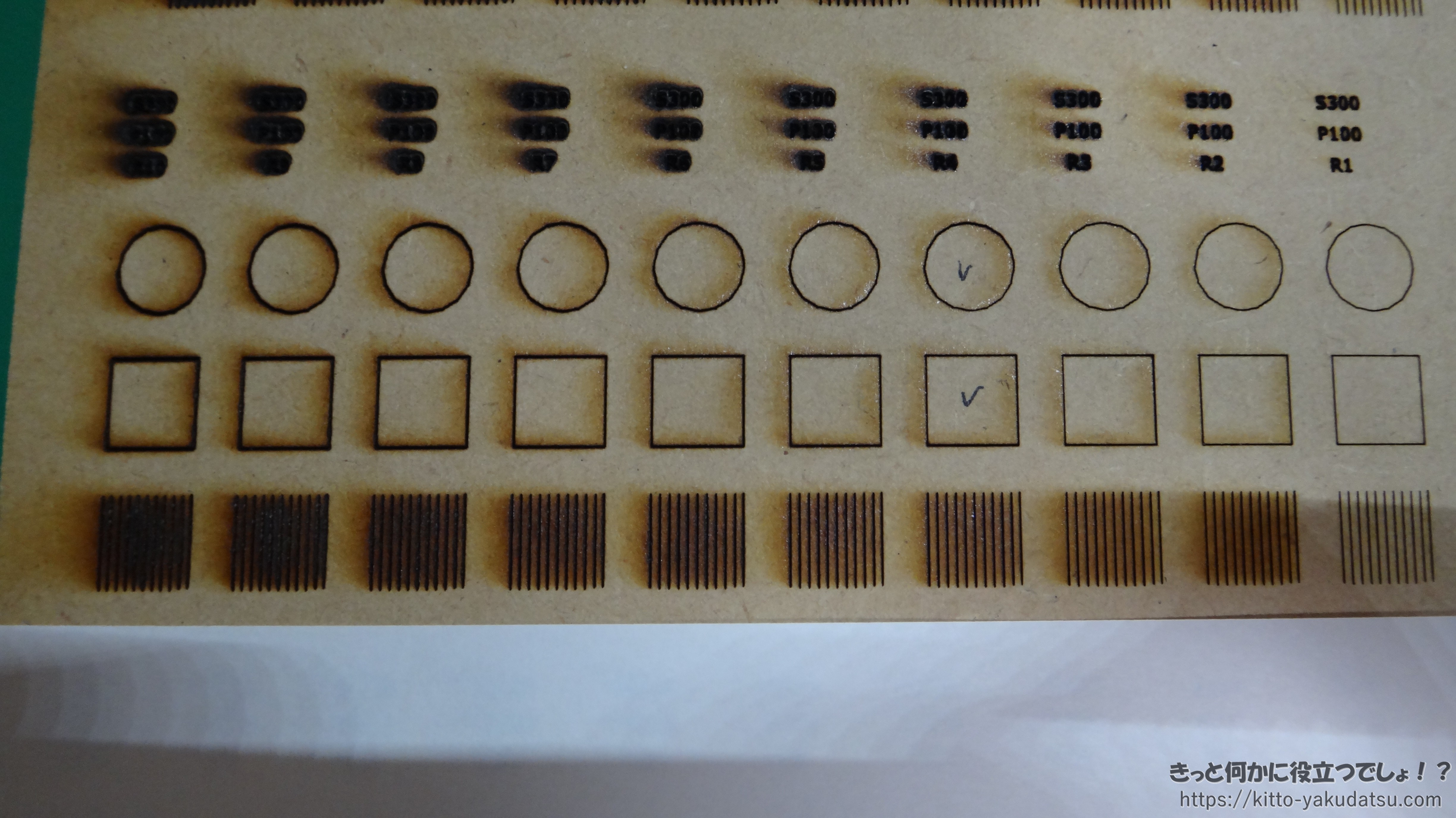
今回は、4週回目からチェックマーク(抜けた箇所)が付きました。(チェック箇所より左側は、当然抜けるんでチェック割愛)
チェック箇所を拡大してみます。
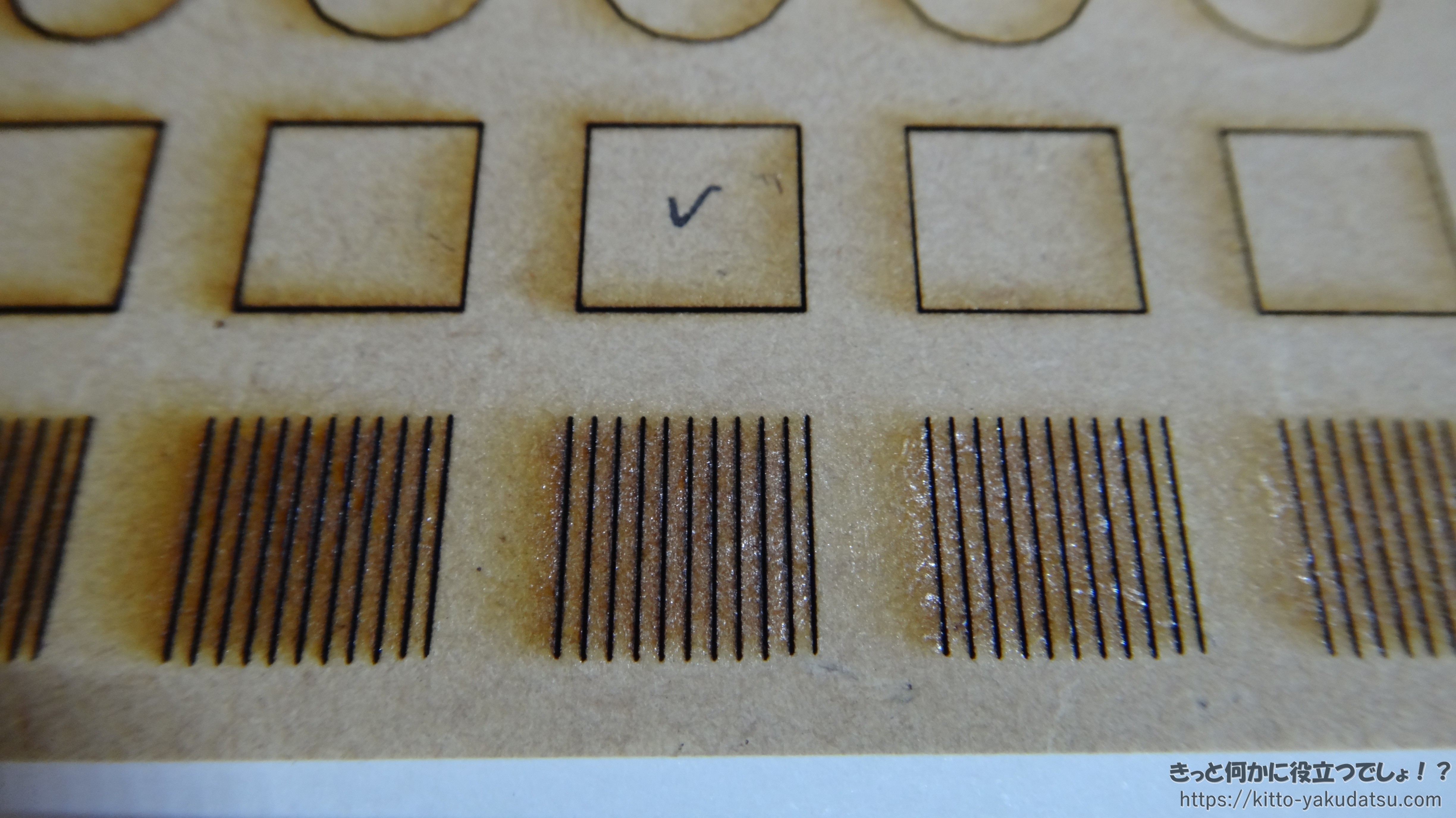
200mm/minの3周回の時とそれほど結果に差は無さそうです。
速度早くしても、周回増えればやっぱり焦げるということですね。そう上手くは行かないか・・・。
裏面はこんな感じ。
今回は、1周回だけでなく2周回の時も裏に痕跡出てません。
出力100%、速度400mm/min、1~10周回の結果
諦め悪く、更に速度を上げて試してみます。
出力100%、速度400mm/minのまま、1周回から10周回させてみました。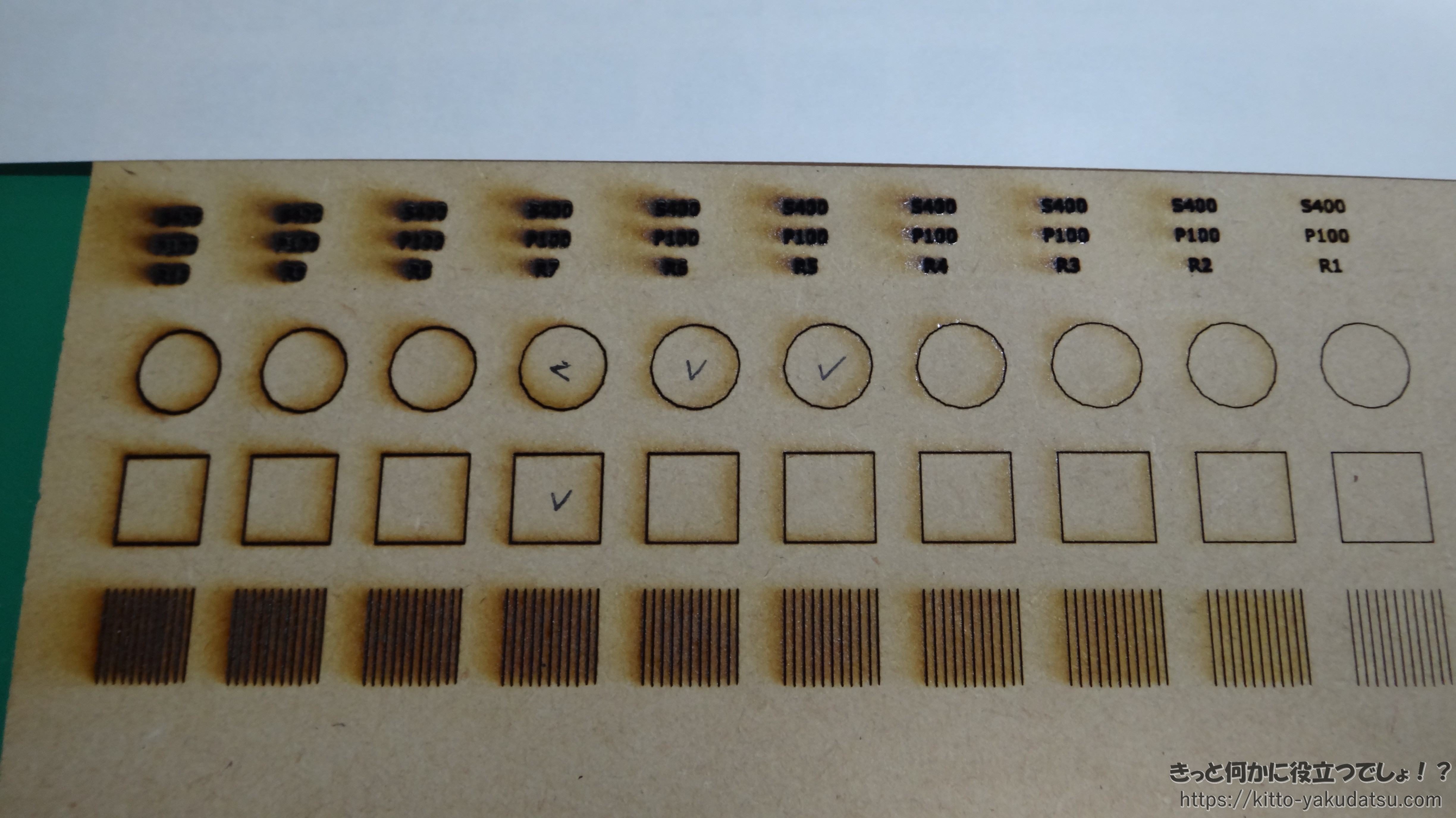
5週回目からチェックマーク(抜けた箇所)が付きましたが、今回は丸と四角で抜け方が違っており、四角は7週回目で抜けました。
でも、非常に微妙な違いなので、無理に手で押せば5週回目でも四角が抜けるかも知れないくらいの差ですね。
表から見て、そんなに見た目の差はないんですが・・・。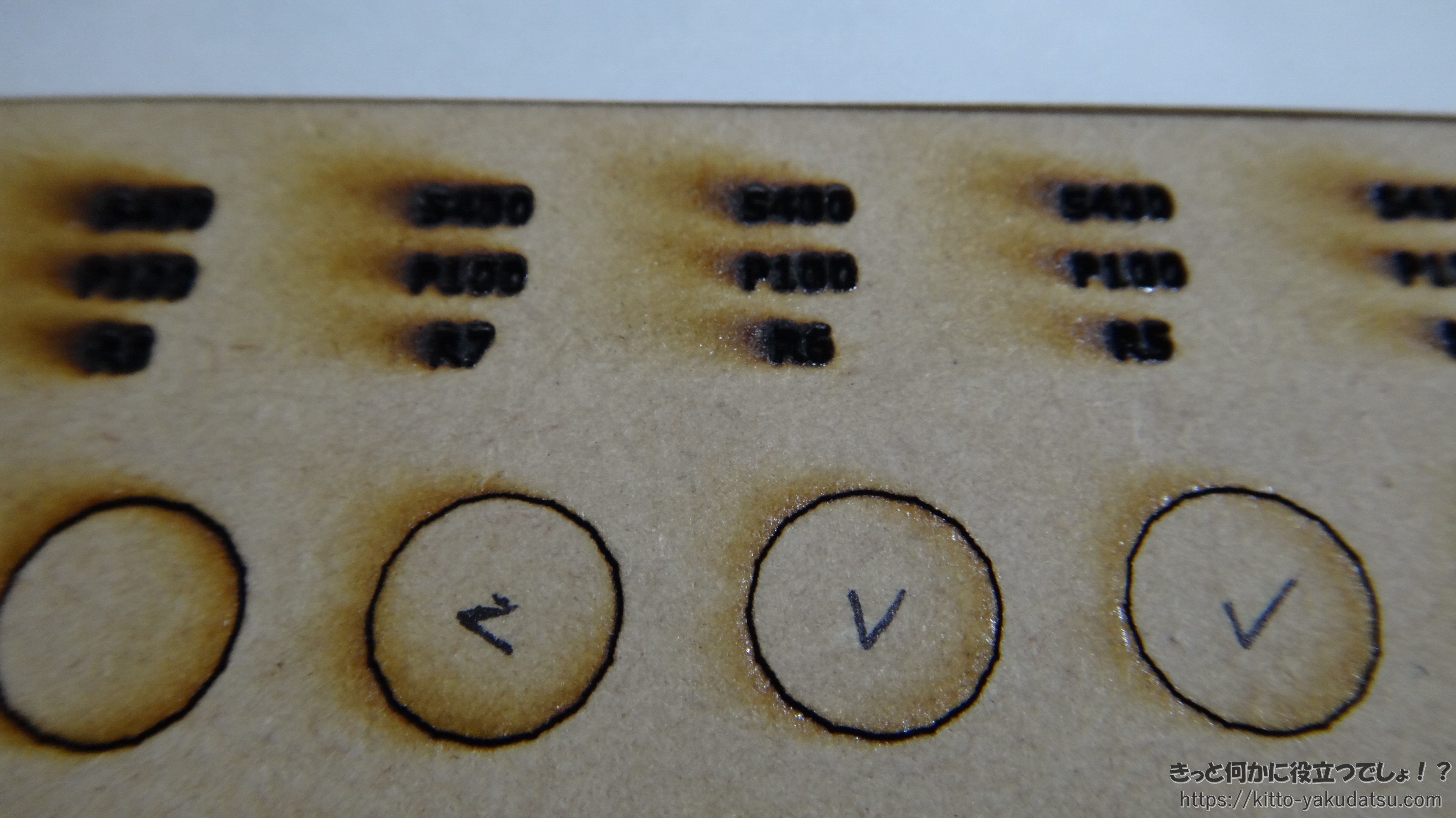
裏面を見てみます。(抜け落ちて無くさない様に裏にセロテープ貼ってます)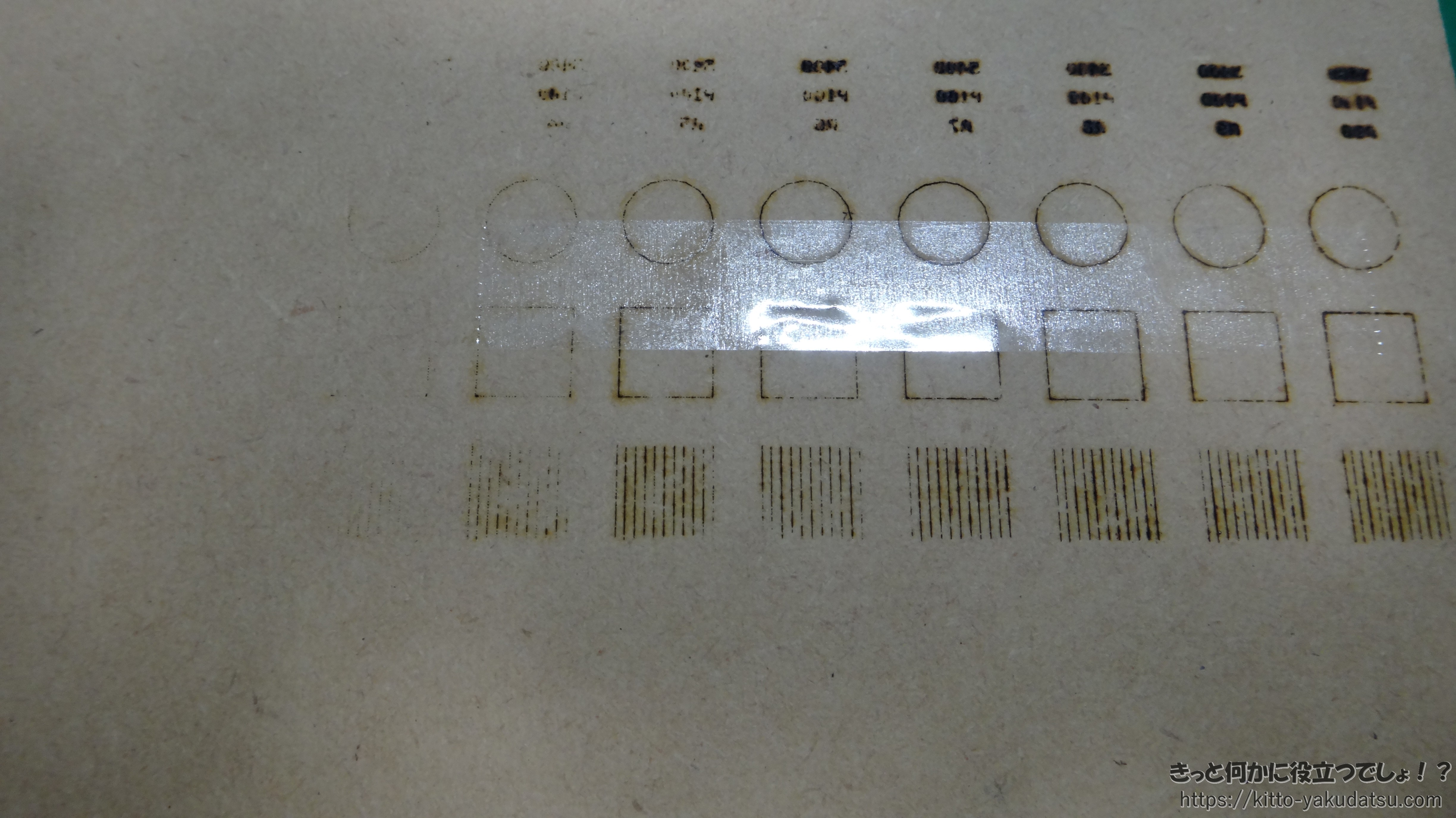
3周回までは痕跡出てません。
4週回目は・・・抜けてないですね。コレは。
丸が抜けた5周回目は、裏から見るとまだカットしきれてない部分が多少残ってます。
7周回あたりから、裏のかすれ部分が無くなってる感じ。
もしかすると、周回増やす作戦だと、カット結果が均一にならないのかも知れません。
まとめ
MDF材2.5mm厚は、200mm/min・出力100%で3周回させればカット可能。
尚、MDF材という素材がどの程度種類があるのか知りませんので、どのMDF材にも同じ様に当てはまるかは分かりません。あくまでご参考という事で。
「速度抑え目(=出力強め)で最低限の周回でカットする」のと、「速度早くして焦げを抑えつつ周回増やしてカットする」のは、結果は大して変わらない。
⇒素材によって差があるかも知れないので、検討継続。
今回のMDFはカットサンプルとして残すべきか・・・うーん・・・悩ましい(笑)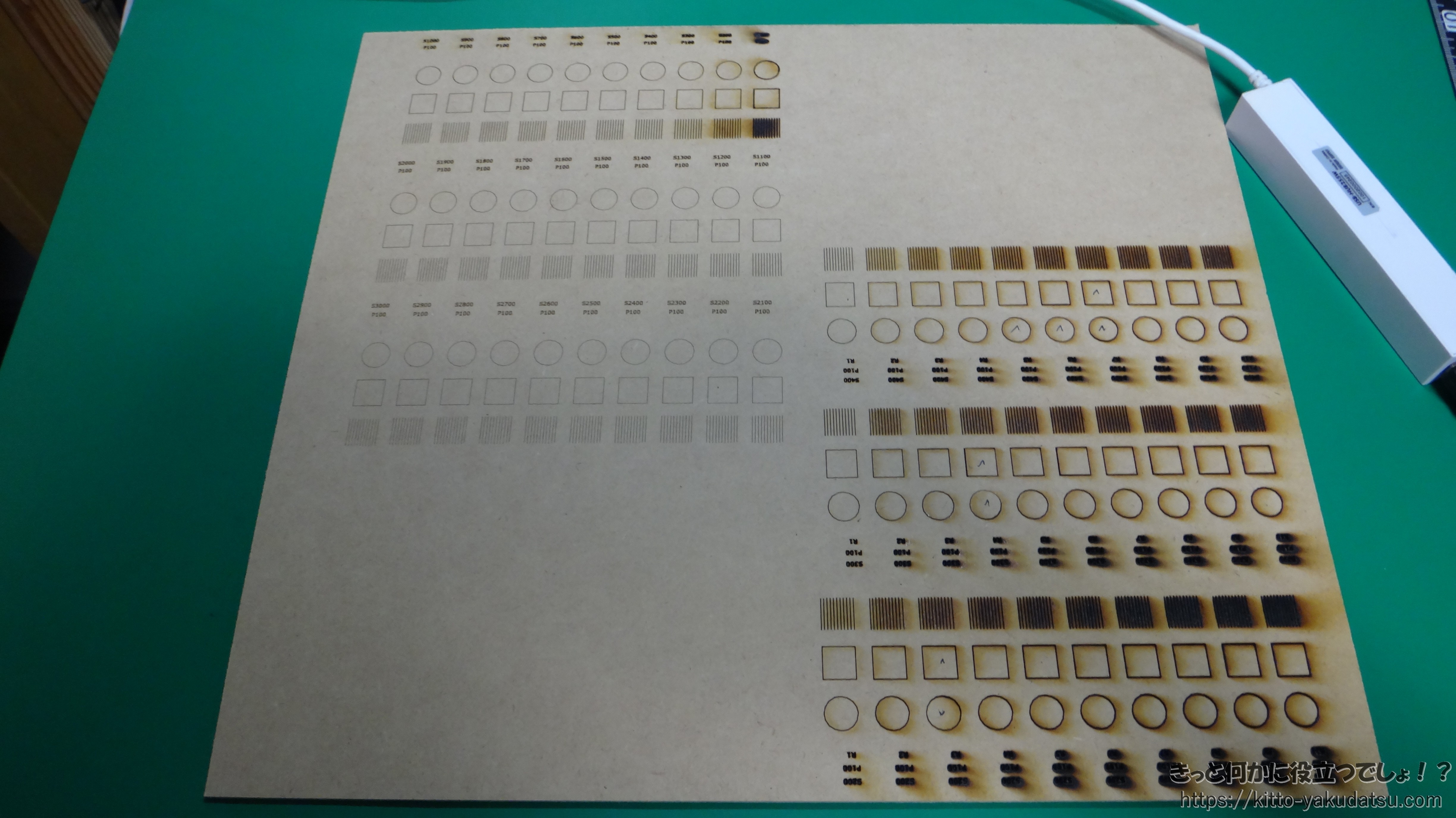

コメント