.png)
テストカットばかりで実用品を一向に作らないのもアレですので、FABOOL Laser Miniに付属する保護メガネ用のケースをレーザーカッターの習作として作ってみました。
SVGデータの公開も行いますので、興味のある方は試してみて下さい。
尚、あくまで”習作”ですので出来はイマイチかも知れません。(スゲー自信なさげw)
【2016/12/07追記】FABOOL関連の記事が増えてきたので、目的別に整理した記事まとめページを作りました。最初にコチラ↓を参照下さい。

FABOOL Laser Miniに付属する保護メガネ
FABOOL Laser Miniにはレーザー光から目を保護するメガネが付属します。
レーザーカッター本体が剥き出しなので、加工中に観察する必要がある場合はこの保護メガネを掛けないと目を傷めてしまいますので、とても重要な器具です。(目を傷めるとほぼ元に戻らないらしいので、最優先でケアすべき案件です)
と言う、とても重要な器具なんですが、箱を開けるとケース無しでビニール袋に入ったまま・・・。
オマケに、ビニールの静電気と併せてメガネ表面への埃の付着が酷い・・・。
うーん、メガネケースくらい付けてくれても・・・とか思いつつも、「コレはアレだな、ケースくらいFABOOLで作れっていうsmartDIYsさんのメッセージだな」と勝手に解釈し、メガネケースを作ってみることにしました。
メガネケースの形状検討
スッポリ包んだ直方体の箱状がまず浮かびますが、取り出しする際の蓋の構造が厄介そうです。
で、レーザーカッターで作る構造例(リンクはCNCのモノですが同じ応用が出来そう)を色々見てて、やってみたいなと思ったのが、コレ。
「リビングヒンジ」と言うらしいですが、スリット状にカットするだけでバネ性を持って可動部を作れそうです。
という事で、箱状にするの繋ぎは「ほぞ組み」にして、可動部を「リビングヒンジ」にしてみることにしました。
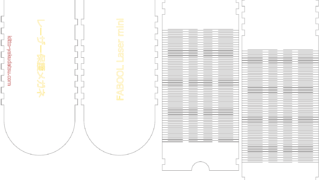
で、作ってみたデータがこんな感じ。

左から、左右側面2枚、天面蓋&下面1枚、天面残り&下面残り1枚の計4枚のパーツになりました。
天面と下面はひと続きの1枚にしても良いのですが、長くなり過ぎてFABOOL標準サイズのカットエリア(300×230mm)に収まりそうになかったので、2枚分割させました。(早く拡張フレームにしたいですね~)
他にも、FABOOLさんは縦方向(Y軸方向)の繰り返し動作が苦手っぽいので、スリットが横方向(X軸方向)に走る様にした方が、段ズレ失敗もし難いだろうという思惑もあります。
成り行きの結果、データの最大外径サイズが267.95mm×216.6mmになりましたので、これ以上のサイズの素材が必要となります。
リビングヒンジは、どの程度の間隔・長さ・パターンでスリット入れれば良いかはよく分かりませんが、取り敢えずアコーディオンの様になれば良いんだろうと考え、1mm間隔で互い違いのスリットを設けてみます。(完全にカン任せw)
また、リビングヒンジはバネ性を持つ構造なので、スリット部分が伸びるみたいですが、初めて試すのでどの程度伸びるのか分かりません。
取り敢えず、側面の半円の円周とほぼ同じ長さ(伸び代ゼロ)として作ってみました。
伸び代ゼロの方が、隙間から埃が入らない様な気もしますし。
ま、やってみて失敗ならまた試せば良いですし。
ほぞ組みは、嵌合部の隙間をどの程度見込めば良いかは分かりませんが、レーザーカットで凸部が痩せることを見込んで、凹嵌合側をデータ上で0.1mm程太らせておくことにしました。
これも、初めて試すのでカン任せです。3Dプリンタで作る時も嵌合部のマージンとして0.1mm程度取ることが多いので、同じ様にしてみましたが、上手く行くだろうか・・・?
ま、やってみて失敗ならまた試せば良いですし。
材料はMDF材 2.5mm厚
そのまま在庫のMDF材 2.5mm厚を使っていくことにします。
先日のカットパラメータ模索結果より、速度200mm/minで出力100%を3周回させればMDF材 2.5mm厚のカットは可能なことが分かっていますし、今回も問題なくカット出来る筈。
側面の文字の彫刻は、1500mm/min、100%くらいであれば十分でしょう。
使用機材は、FABOOL Laser miniの3.5Wモデル(標準フレーム)です。
カット結果(処女作)
MDFのカットは凄く煙が出ます。更に、燻されてる様な臭いが凄いです。眼もしょぼしょぼします。監視しつつ待つのは無理・・・。
コレは早めに集演装置作らないと、健康を害しそう。
また、下の保護材が木材(ポプラ合板)なので、火災も気になります。
うーんどうしたものか・・・・
・・・結局、耐えられないので、部屋から退避しました。(笑)
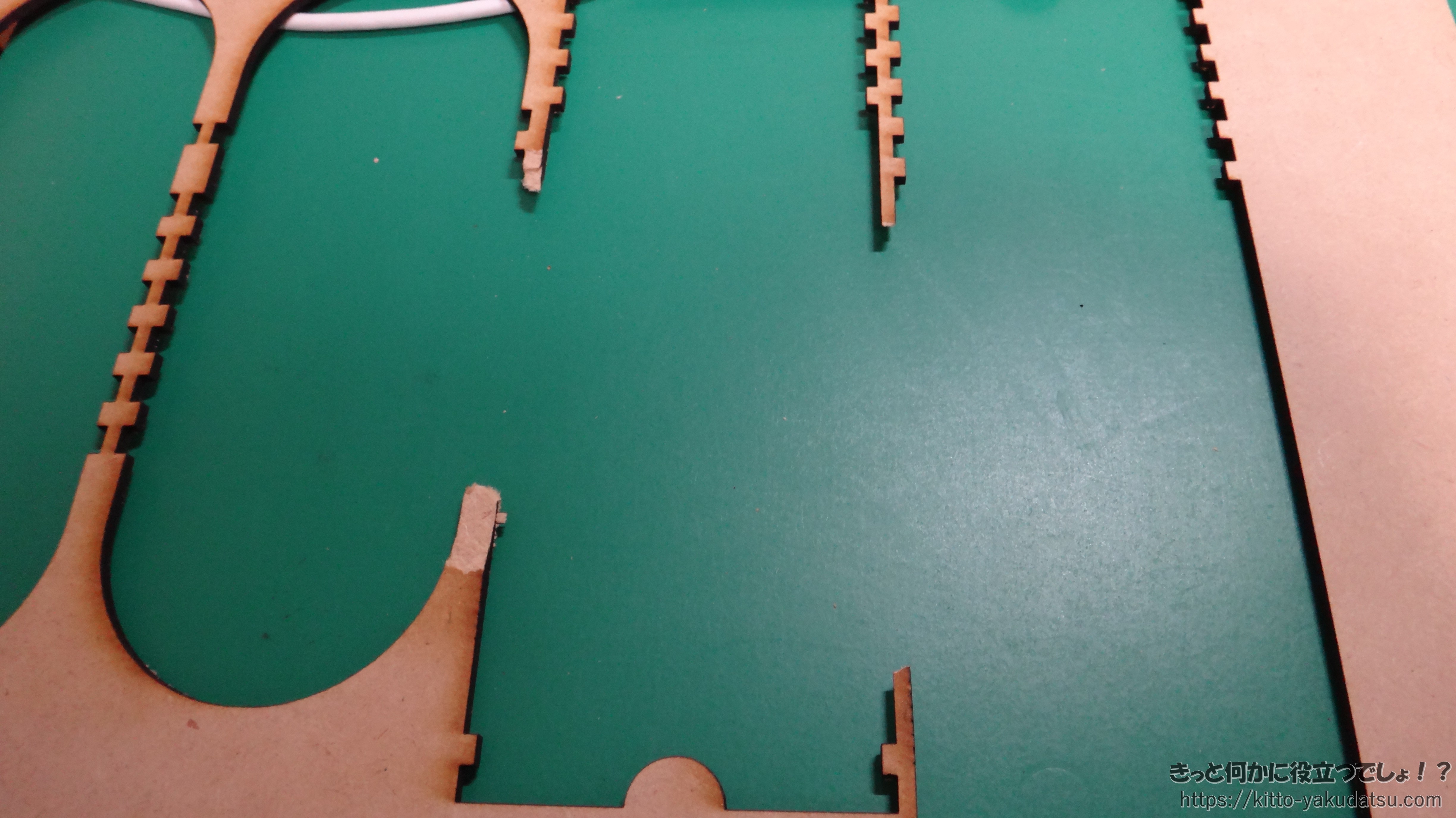
で、待つこと数時間(3時間くらい?)、出来てたのがコレ。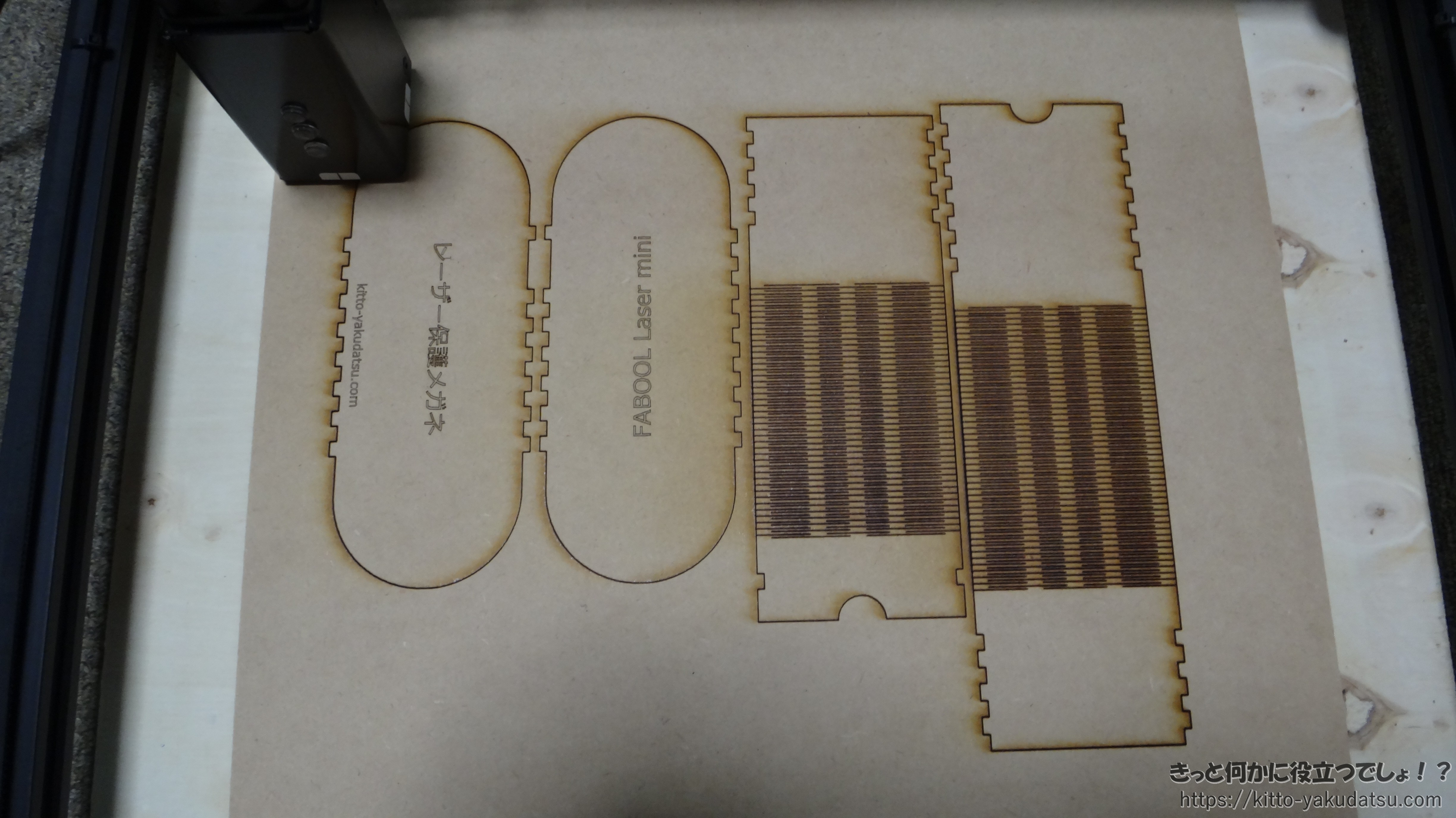
一応、切れてるっぽい。段ズレもしてない。
いやぁ、火事にならなくて良かった。(もう少しで煙探知機が警報鳴らしそうな気がしてたw)
取り出してみます。
うん、悪くない感じ。
裏を見てみます。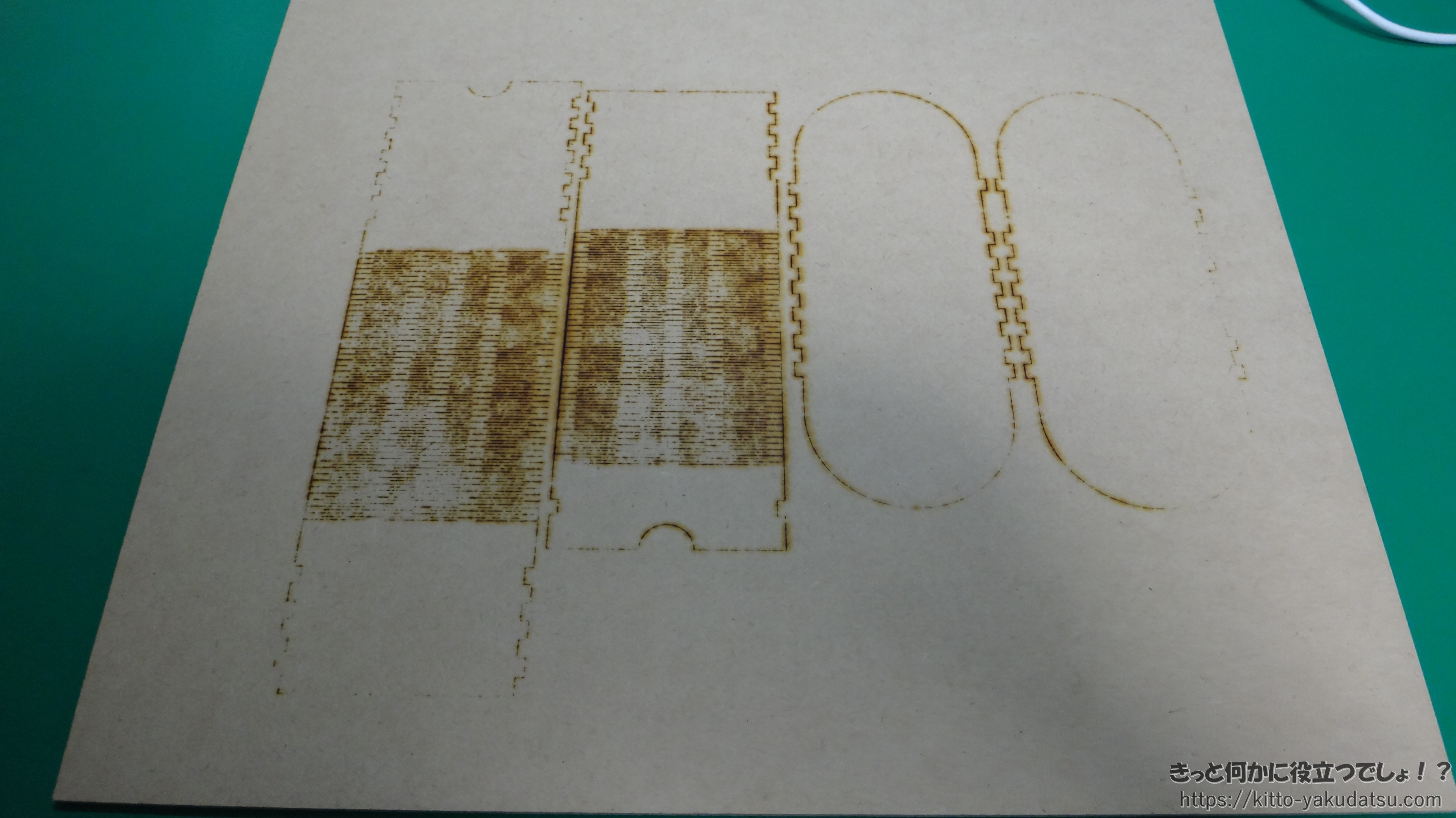
あれ?・・・・コレって切れてない感じ??
場所によりますが、まだまだ貫通してない様です。
今回のMDF材がちょっと反ってたので、そのせいなのか?
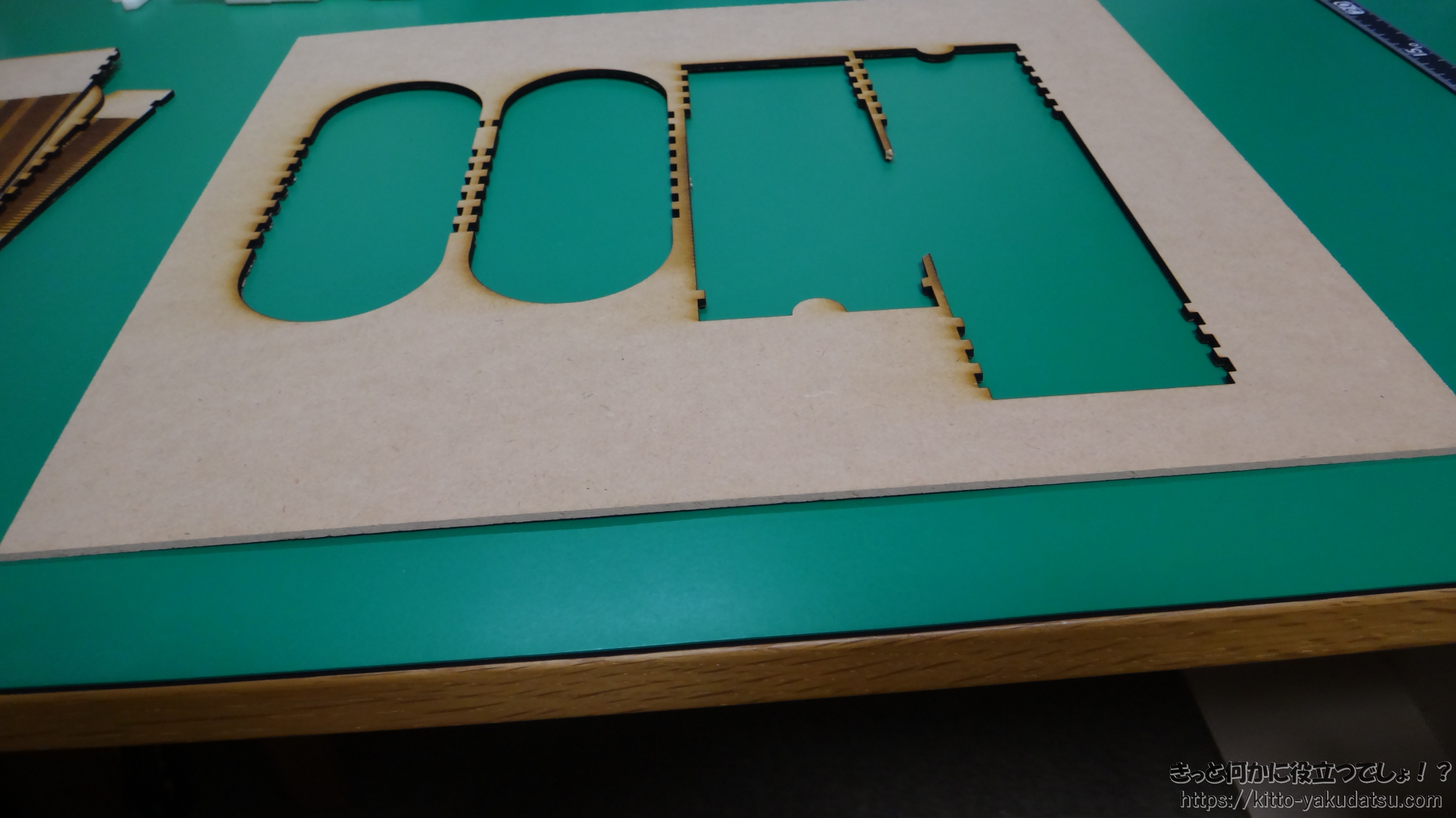
取り敢えず、パーツを取り外してみます。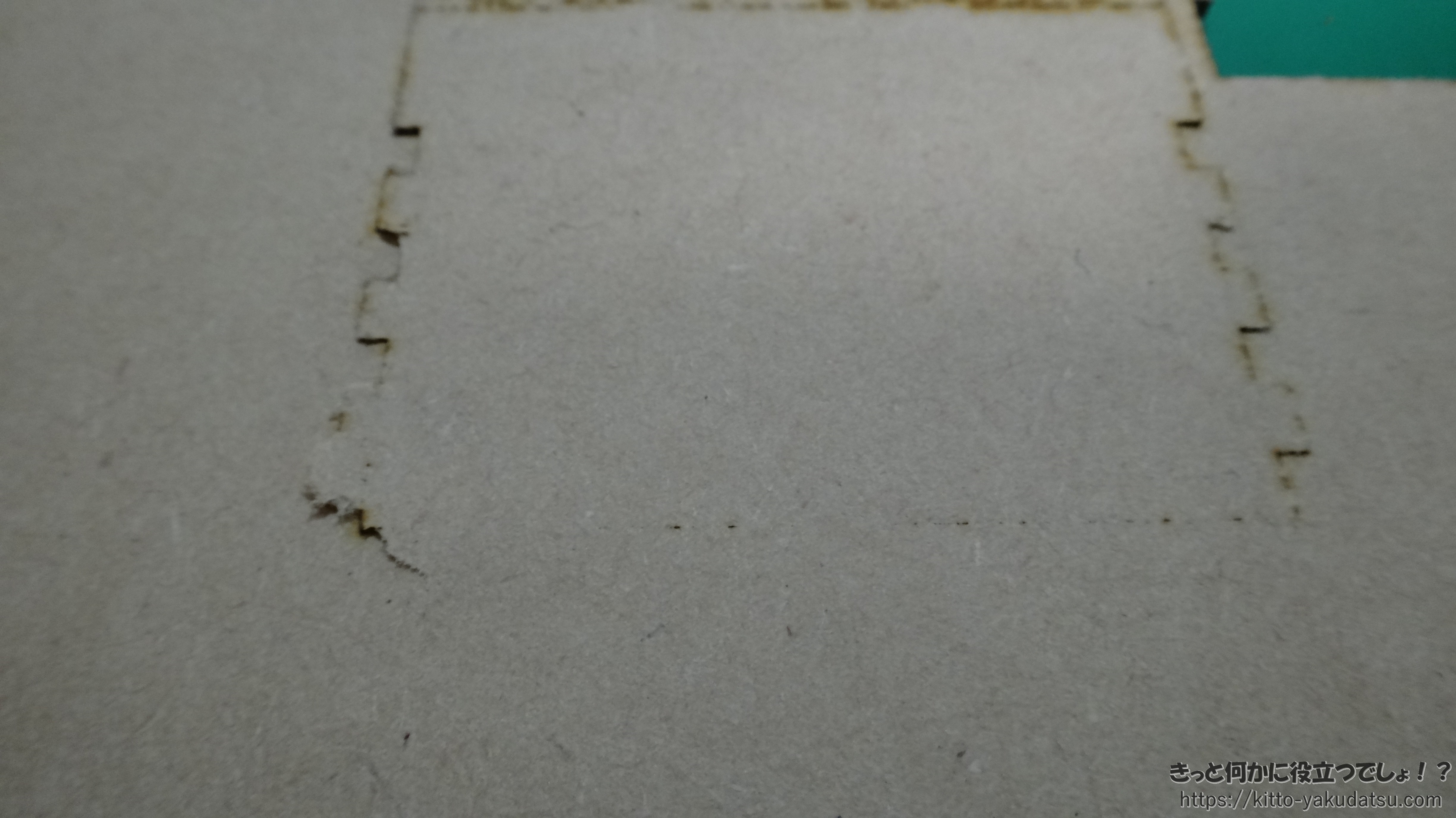
やっぱり貫通してない所がある・・・(ノД`)・゜・。
無理やり外します。
ぐぬぬ・・・。
耳の方が捥げてしまった。まぁハサミで切り取ろう。パーツ側が捥げた訳じゃ無いしね。
なんとか、全パーツを外しせました。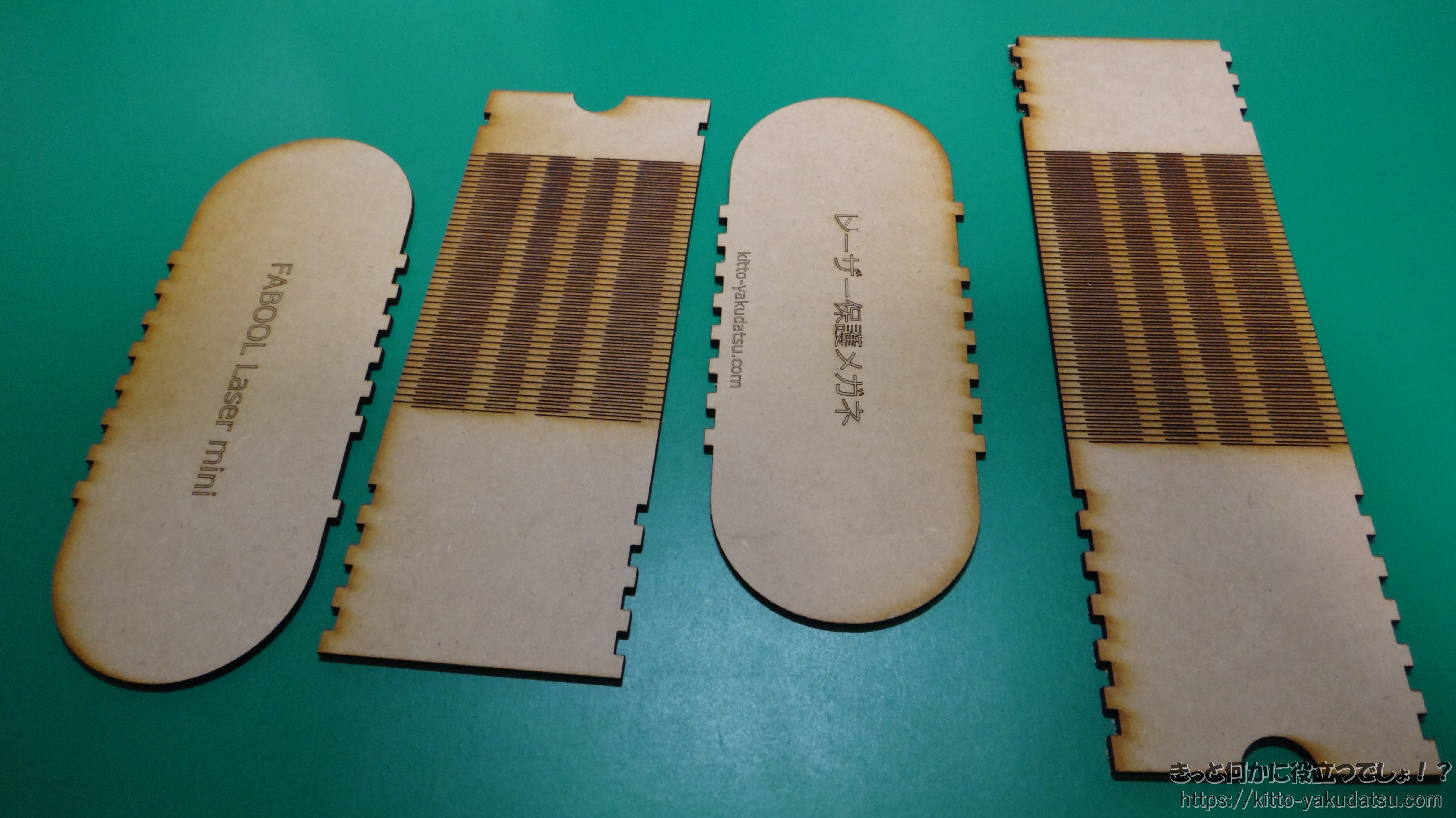
バリ取り大変でした。
3Dプリンタではお馴染みの作業ですが、レーザーカッターでも同じことをすることになるとは・・・トホホ・・・。
リビングヒンジの出来は・・・。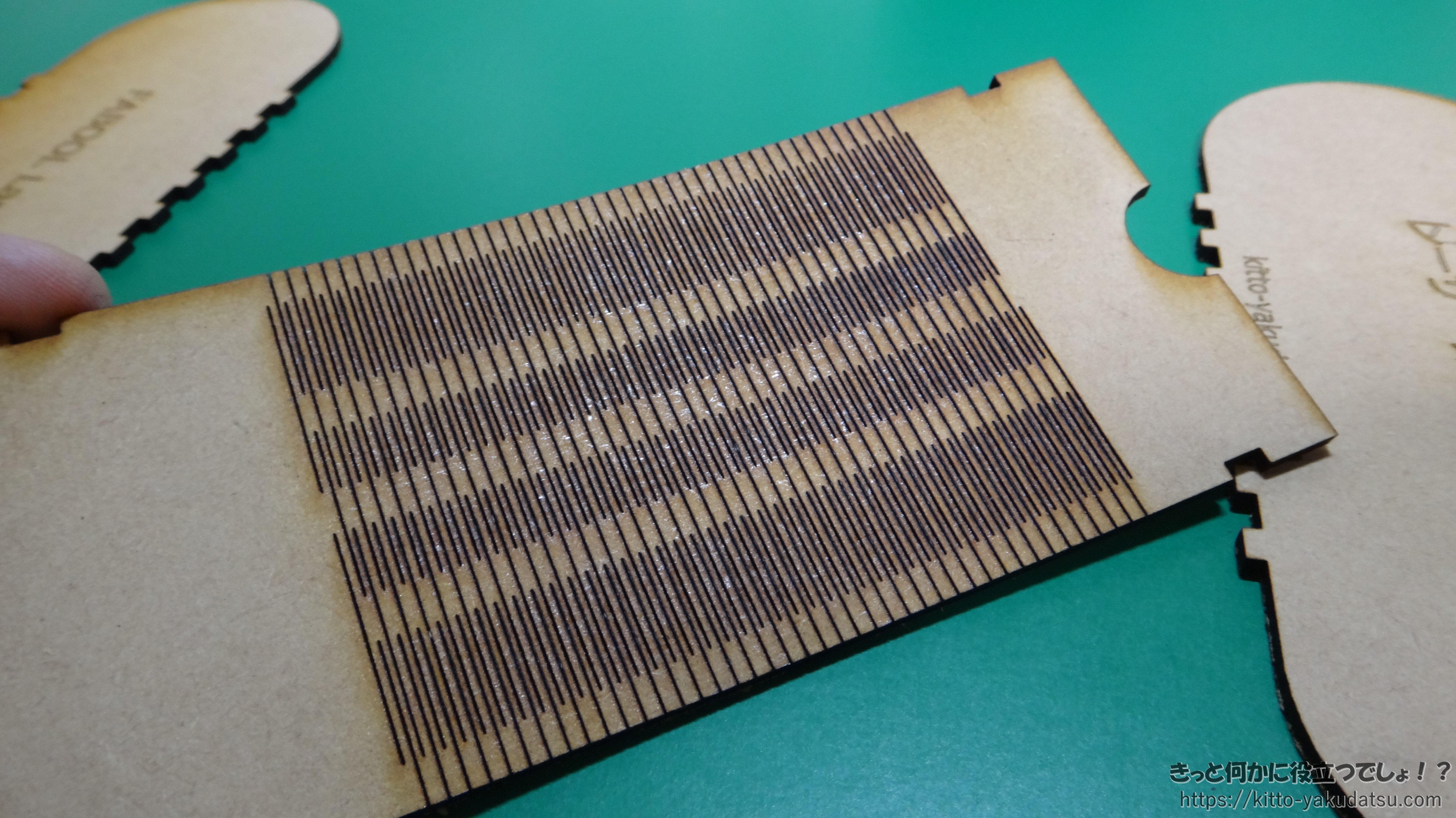
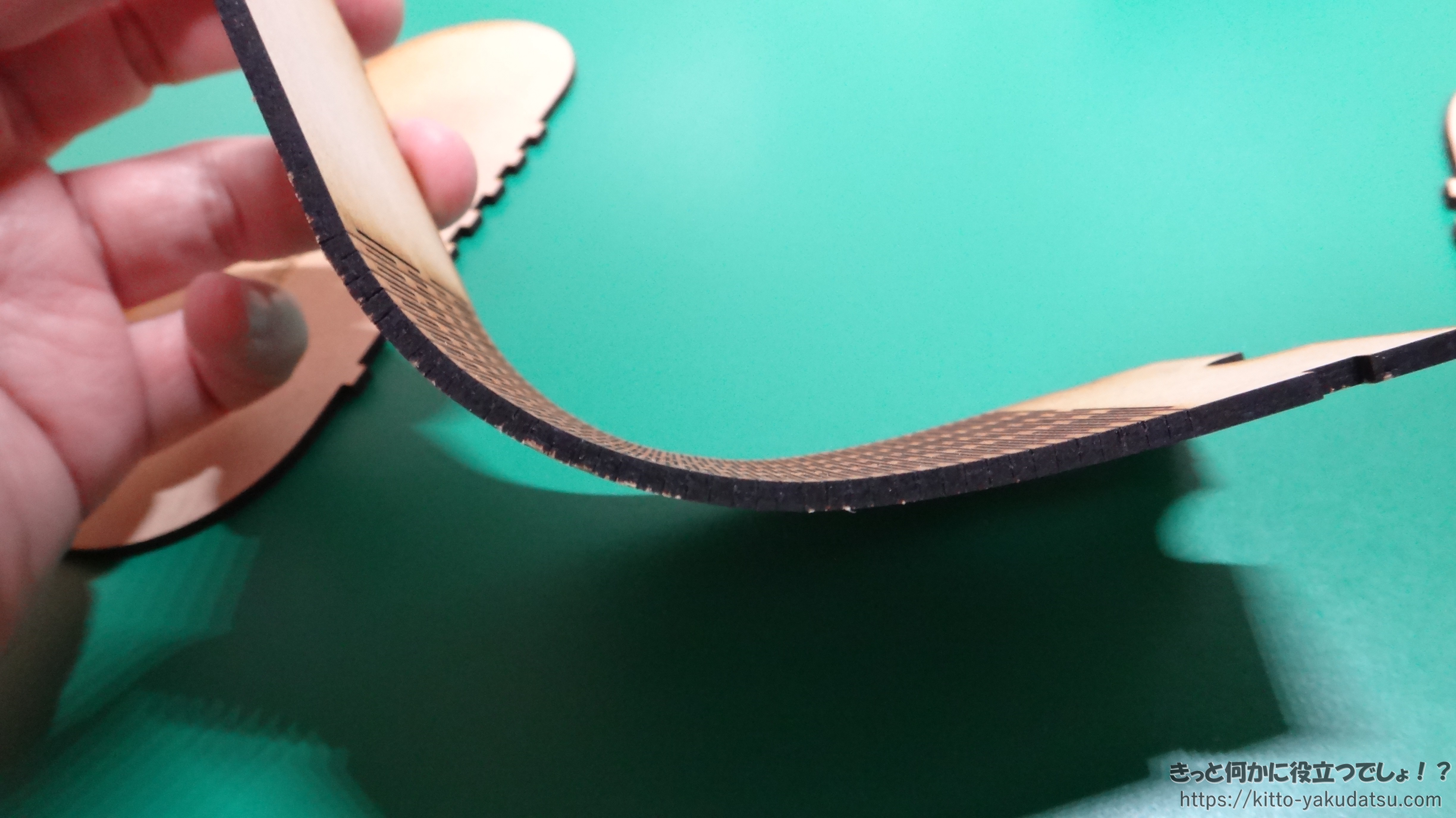

ちゃんとぐにゃぐにゃ曲がります。結構柔軟ですね。狙い通りかも!?
組んでみます。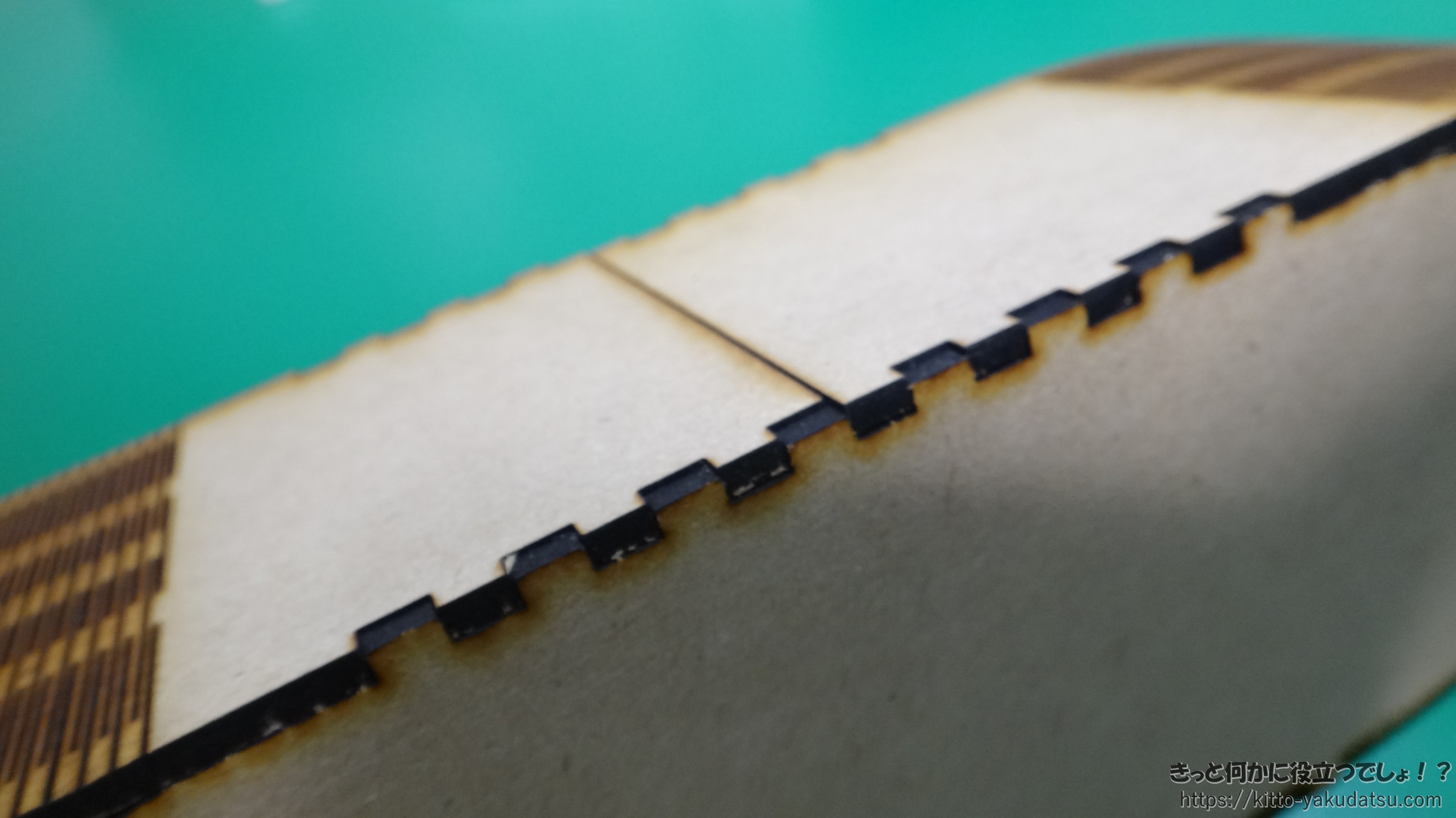
嵌合がキツい・・・。
バリ残りの影響っぽいので、ちゃんとカットされた状態でもう一度試したいところ。
っと、ここで事故が!!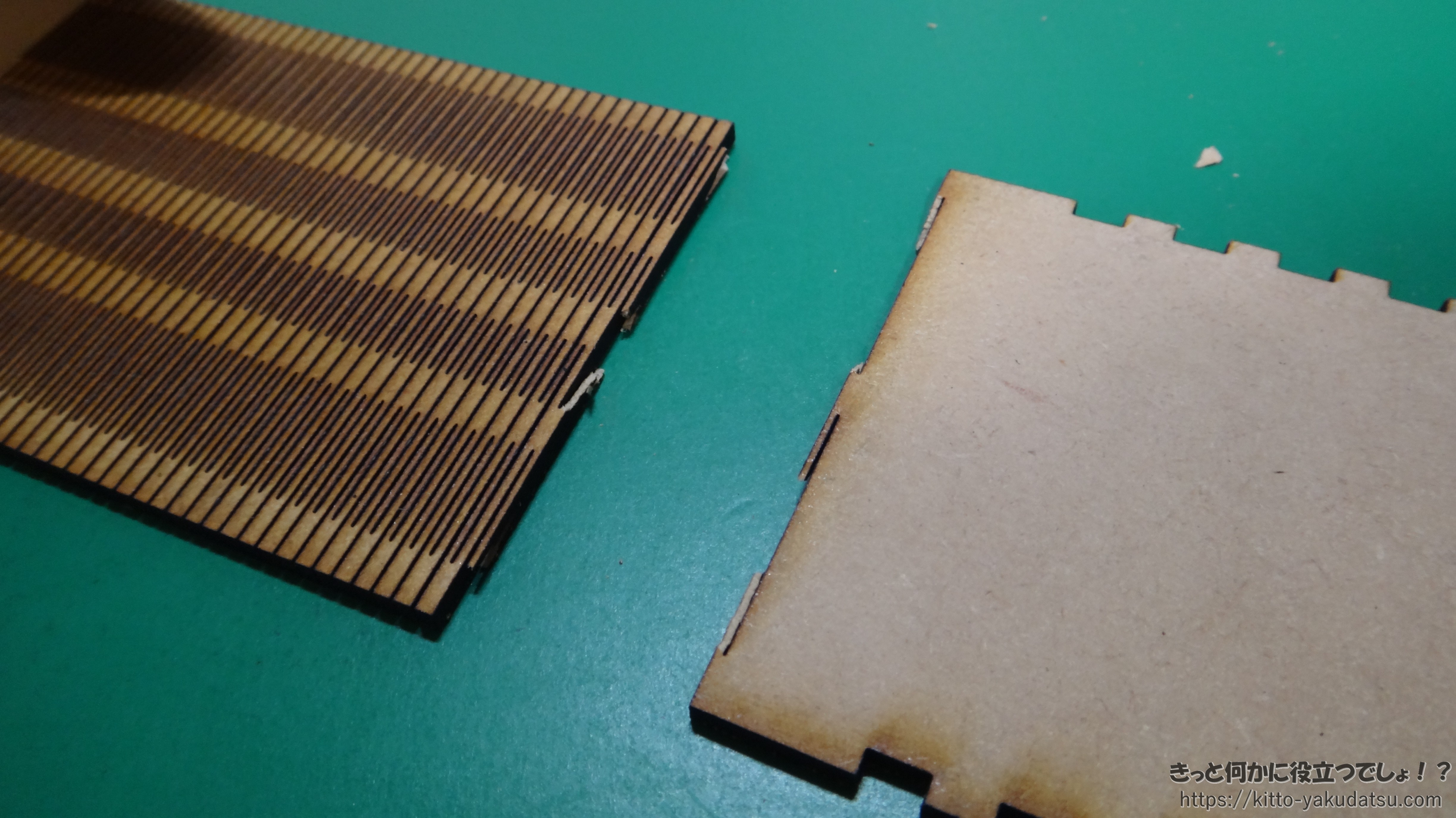
あーあ、捥げちゃったよ。
リビングヒンジ部分は、裏が部分的にカット出来て無い箇所があって柔軟な部分と硬い部分の偏りが出来てしまったので、嵌合時に力を入れる際に捥げてしまいました。
コレもちゃんとカットした状態でもう一度試したいなぁ。
一応、保護メガネはイイ感じに収まりました。(苦笑)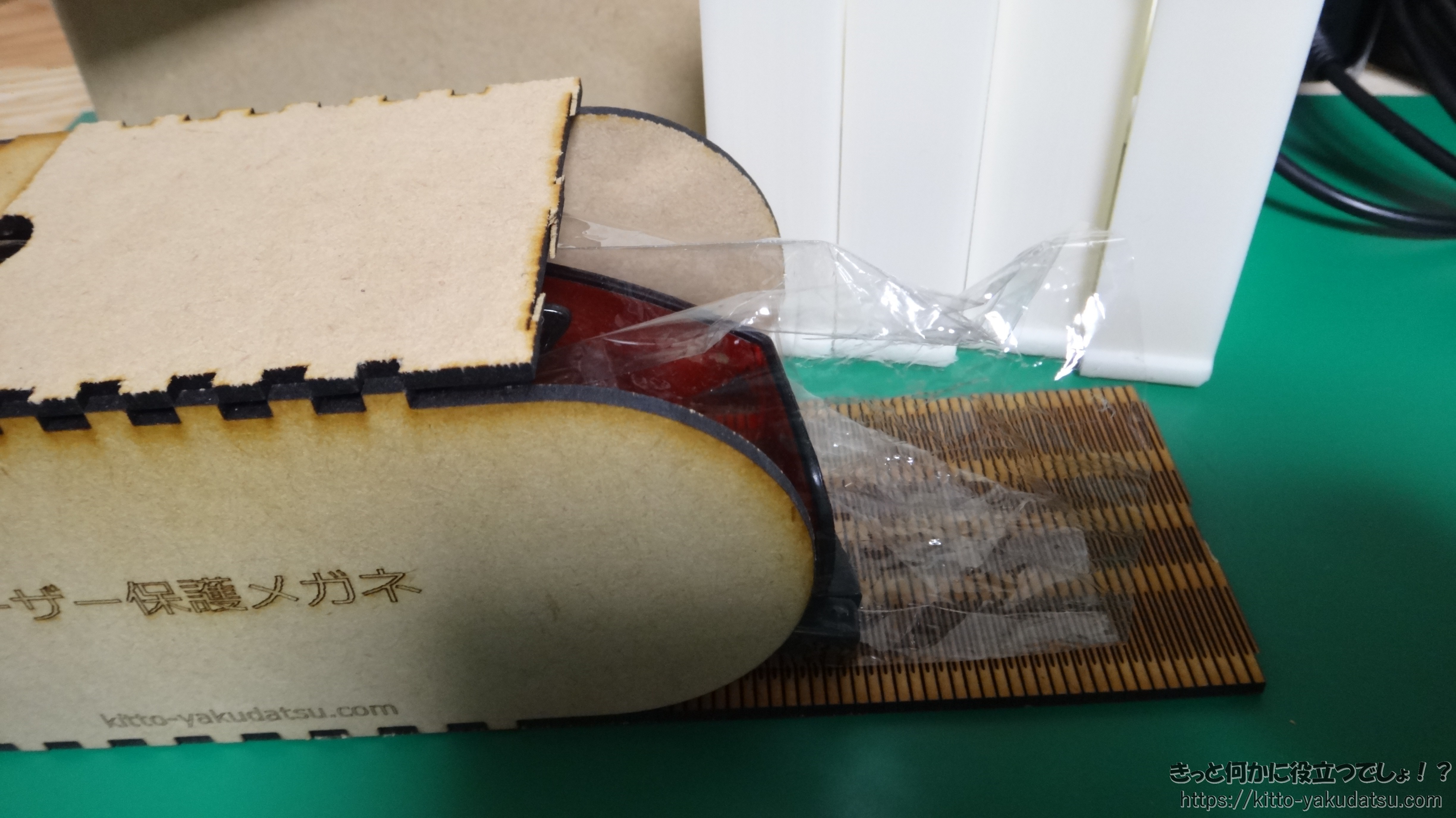
カット結果(2作目)
このままでは引き下がれませんので、もう一度試すことにします。
今度は、200mm/min、出力100%で3周回ではなく、4周回させてみます。
側面の文字も、大きい文字はさっきよりやや強く出したいので、1500mm/minから1000mm/minまで落としてみます。(出力は100%のまま)
URLの小さい文字は、1500mm/minのままです。
待つこと4時間。やっぱり周回増やすと時間掛かります・・・。
出来ました。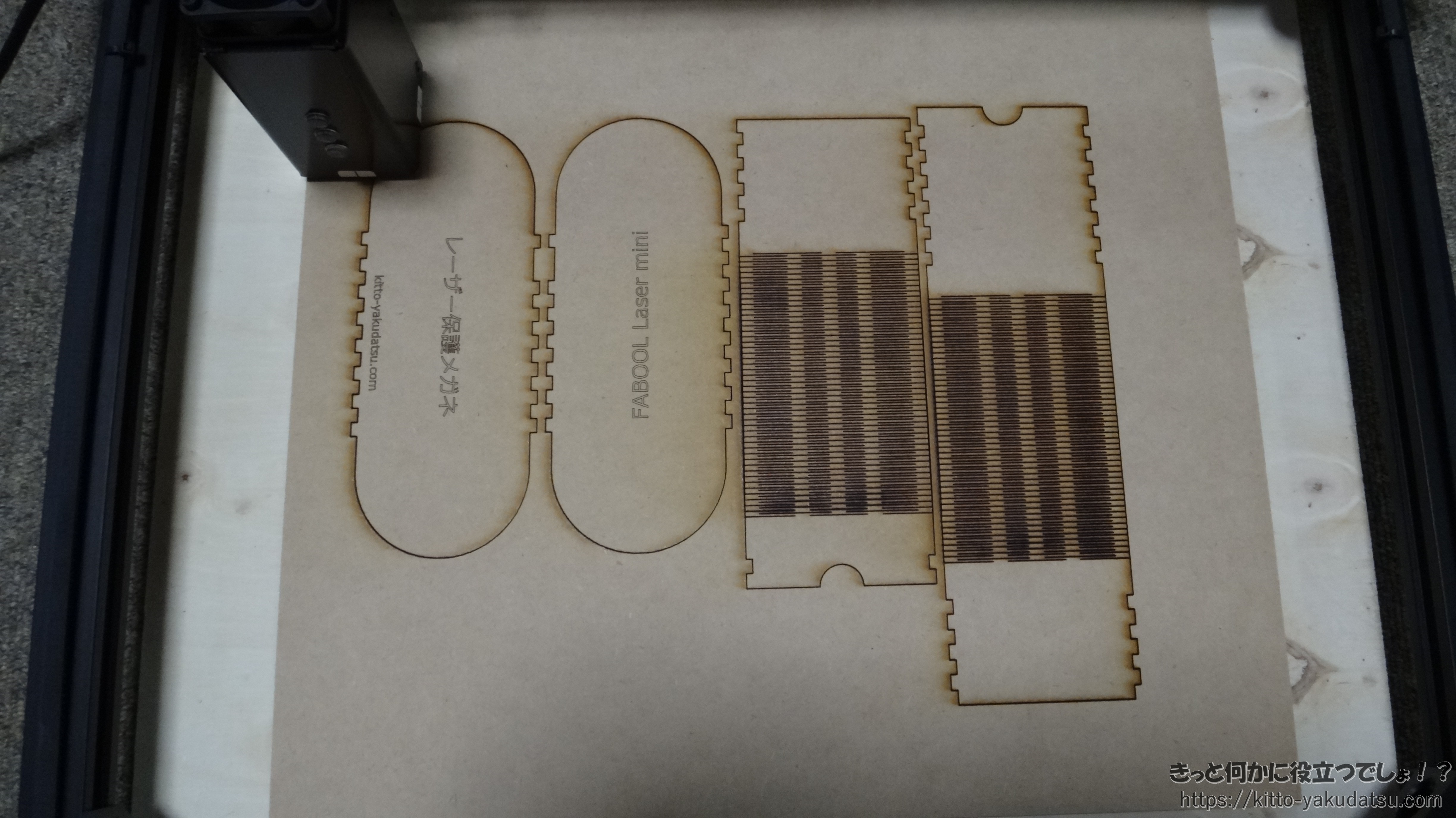
表を見る限り、処女作とそんなに差を感じません。
取り出して、裏を見てみます。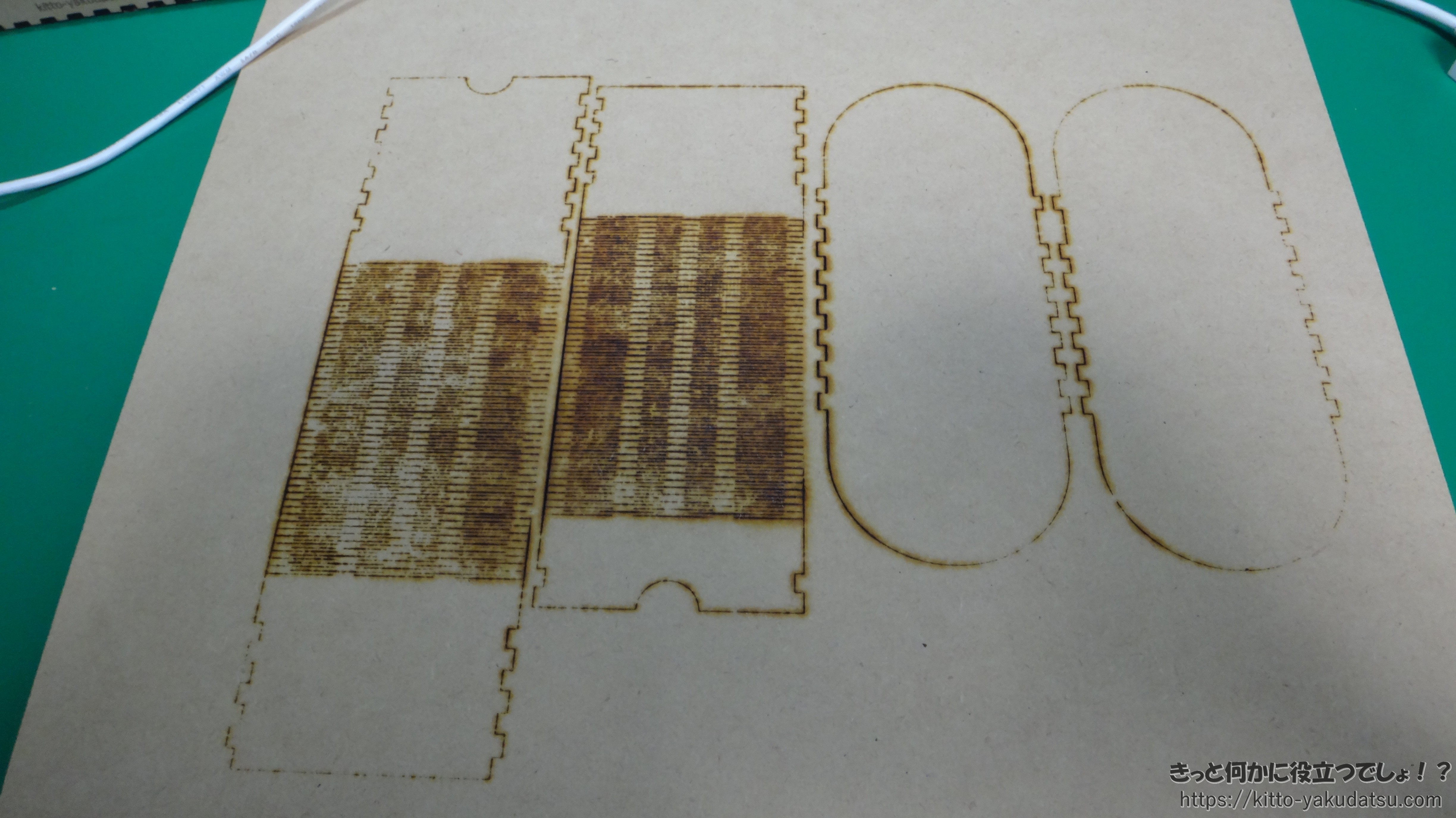
切れてる様な切れてない様な・・・??
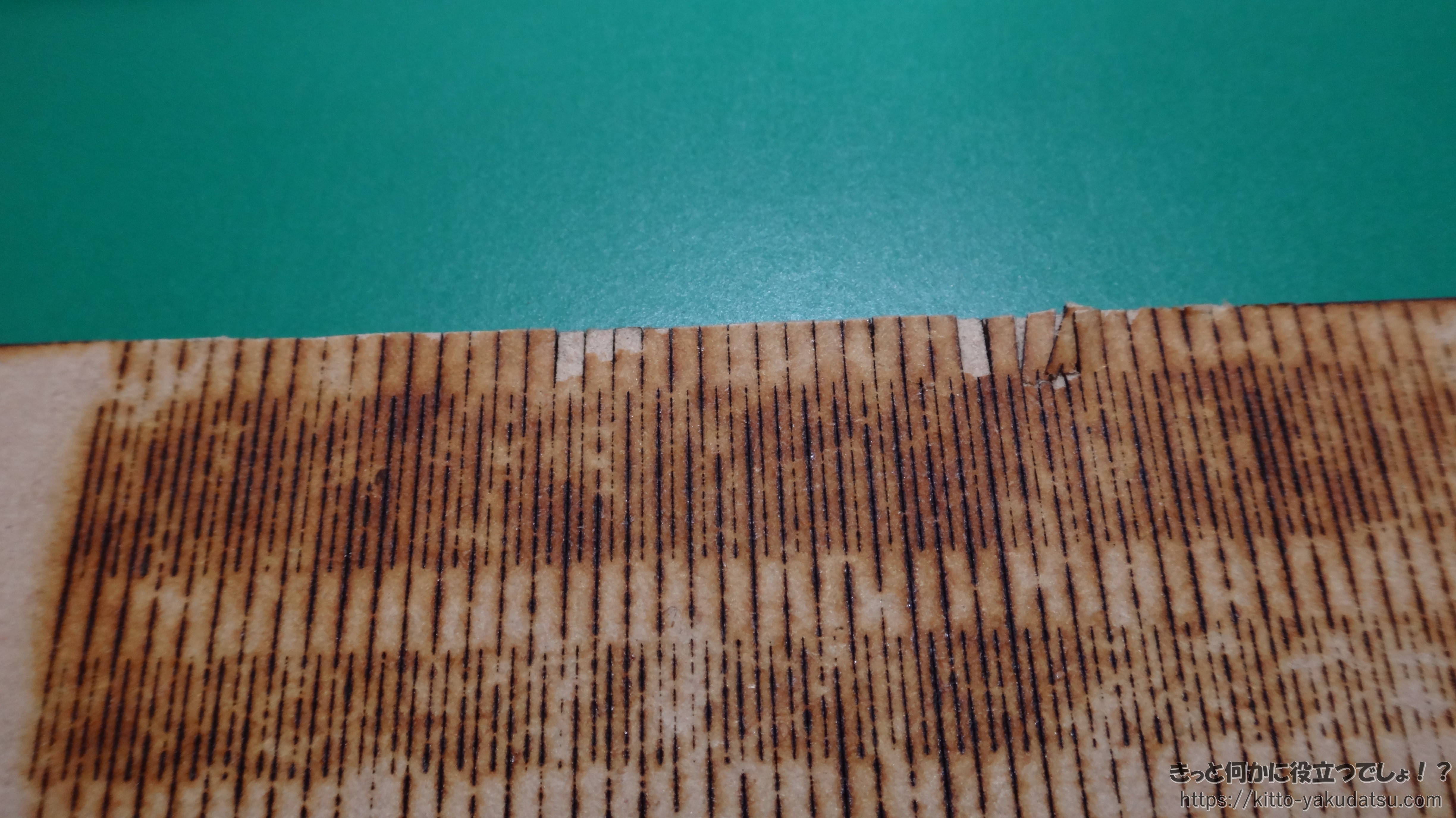
リビングヒンジの部分はさっきと比べると多少深くは切れてるみたい。(残ってる部分もまだありますが・・・)
各パーツを取り外してみます。
やっぱり切れてない・・・(ノД`)・゜・。
3周回の処女作より、4周回な今回の方がマシではありますが、切れてない部分はとことん切れてない感じです。
今回は、側面パーツ2枚はほぼバリ無しで外せましたが、リビングヒンジのある2パーツは切り切れてない部分がかなり有りました。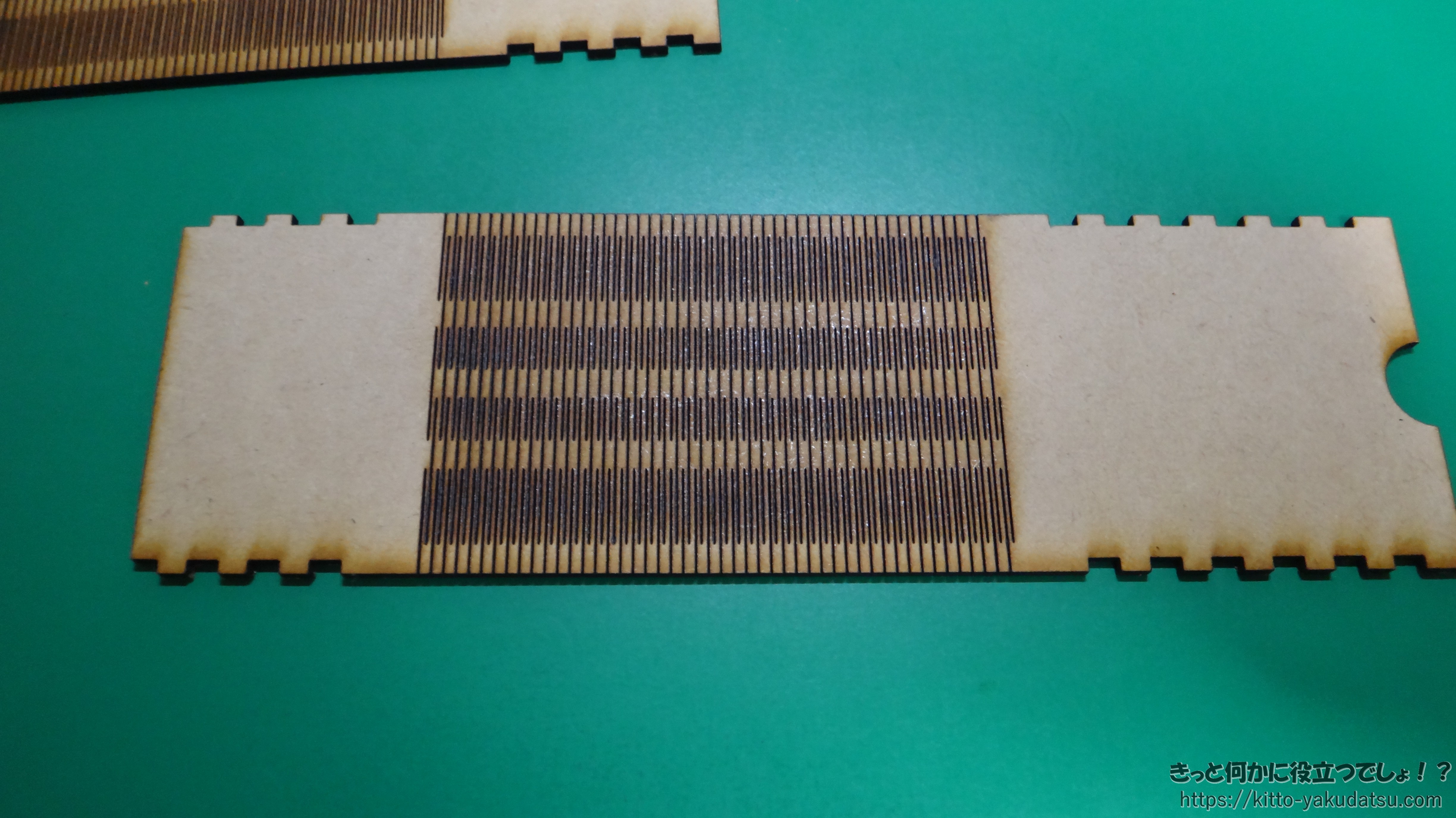
コッチ側は綺麗に切れてるんですが・・・。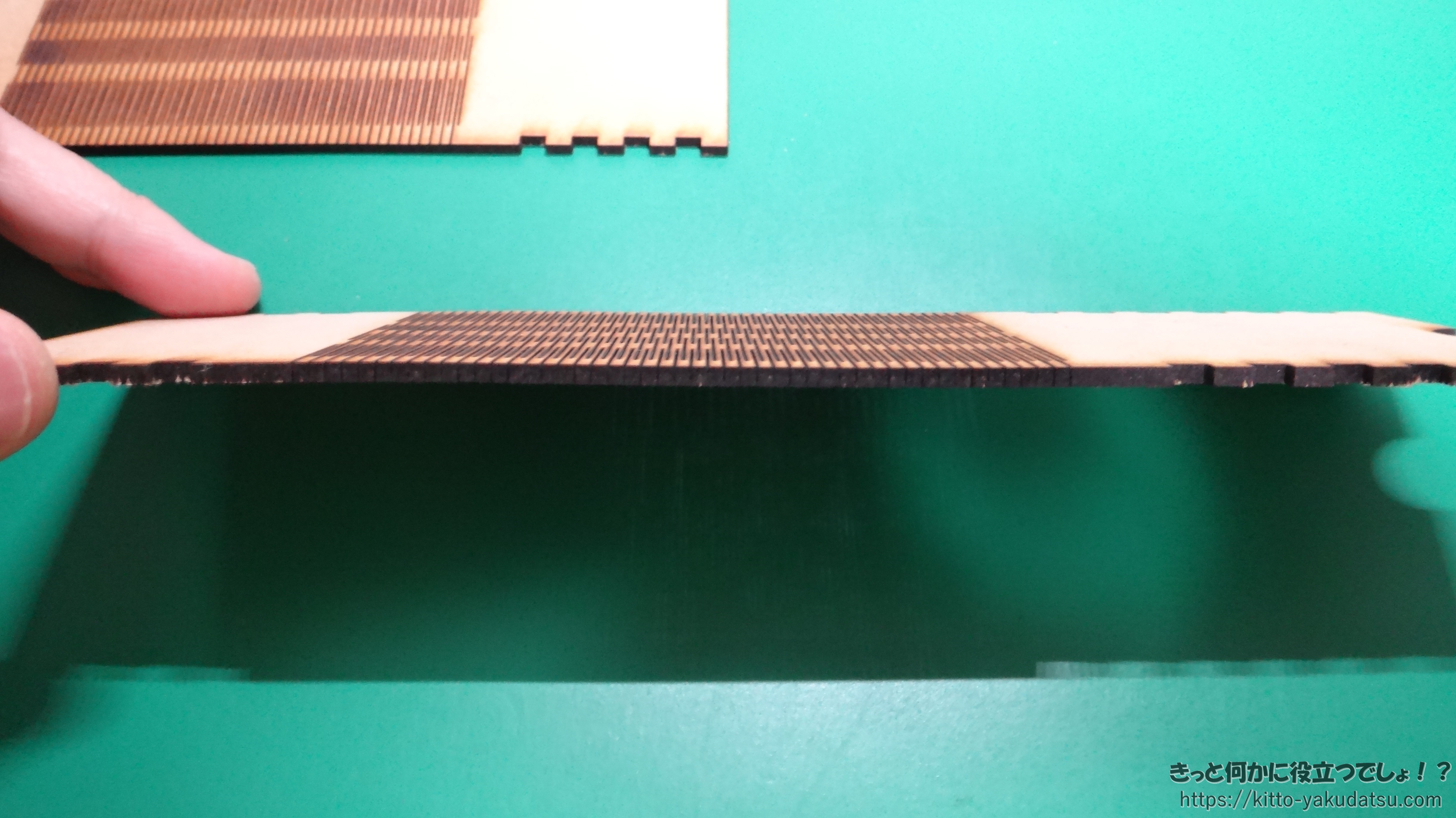
反対側は貫通してなく、かなり残ってます。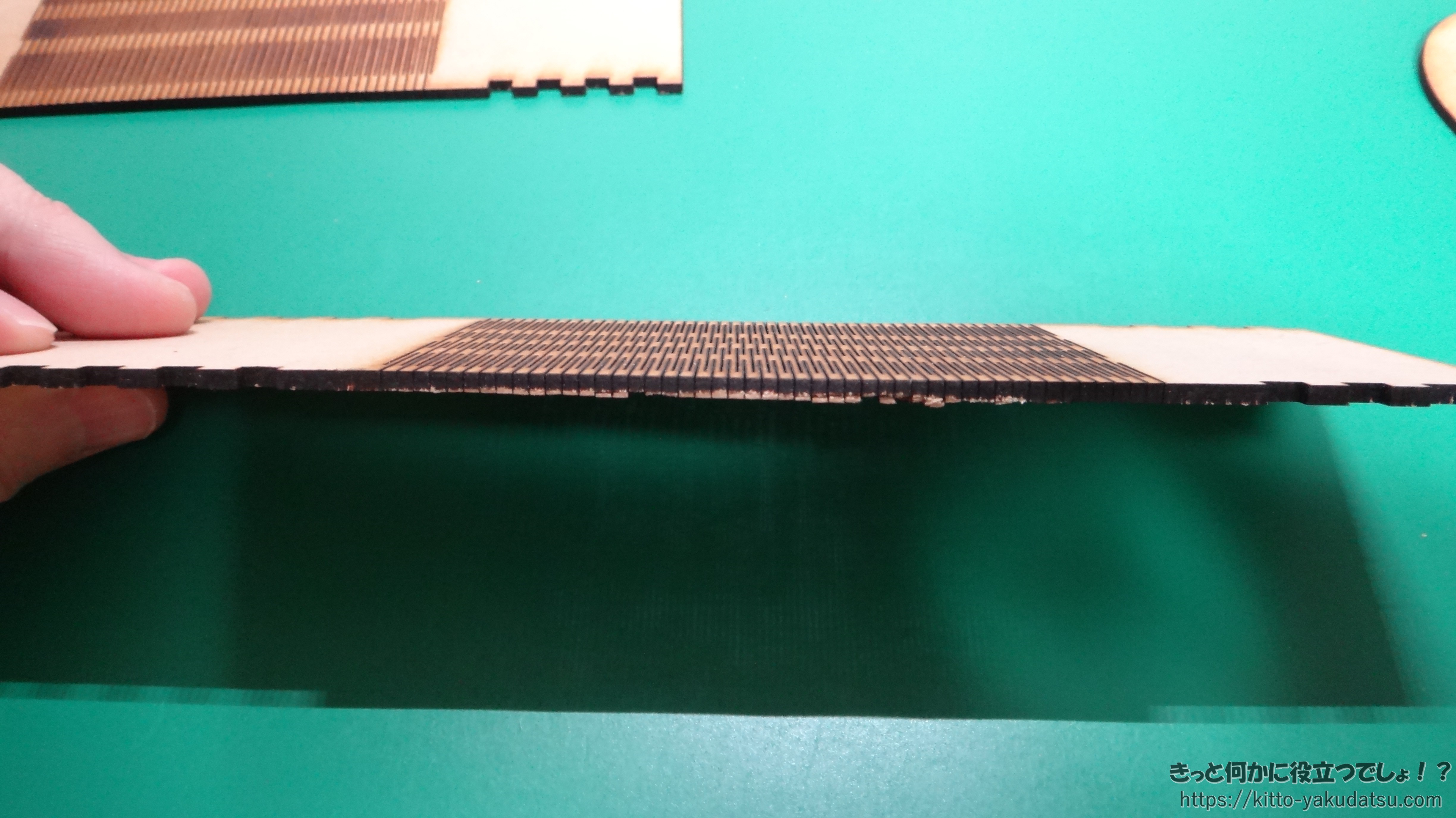
拡大して見るとこんな感じ、1/4くらい残ってる印象。(ハサミで無理やりカットしました)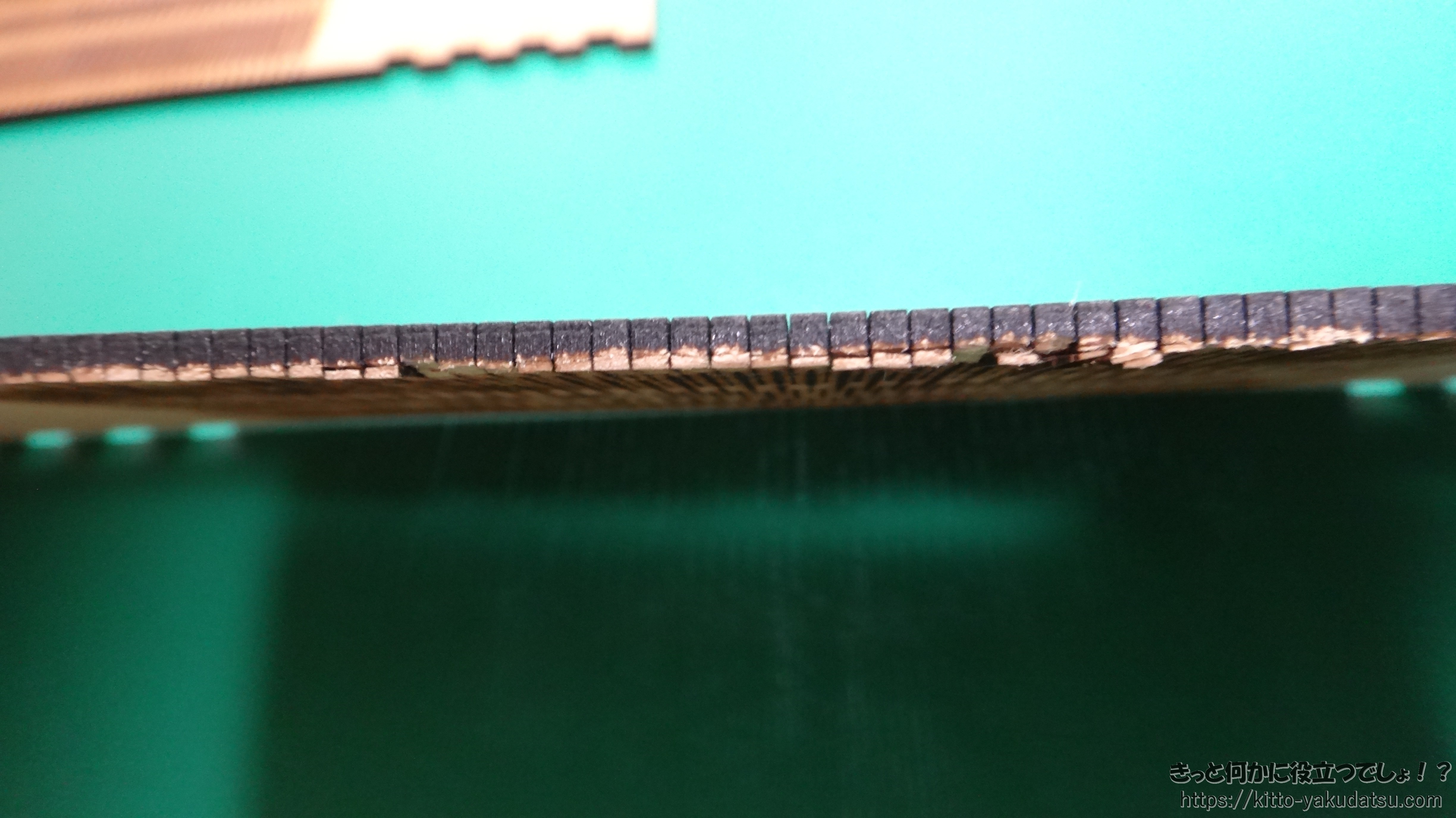
うう、捲れて汚い・・・。
でも、まぁ取り敢えず、全パーツ外せはしましたので、気を取り直してバリ取りして並べます。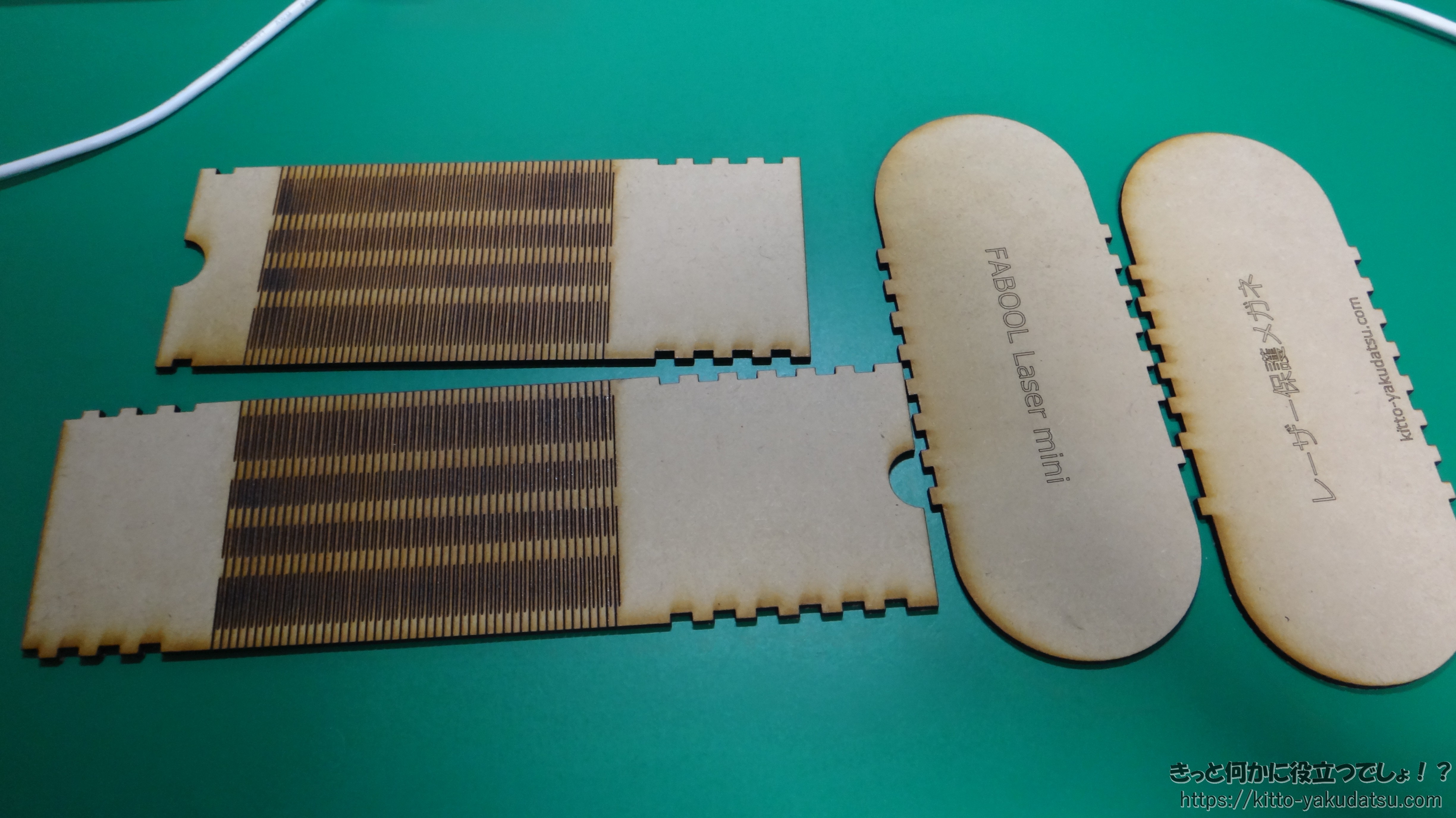
組んでみました。今度こそ壊さない様に慎重に。(笑)
今回は、ほぞ組み部分はそこまでキツくない感じです。やっぱりバリ残りの影響だったのかな?
文字の彫刻も良い感じです。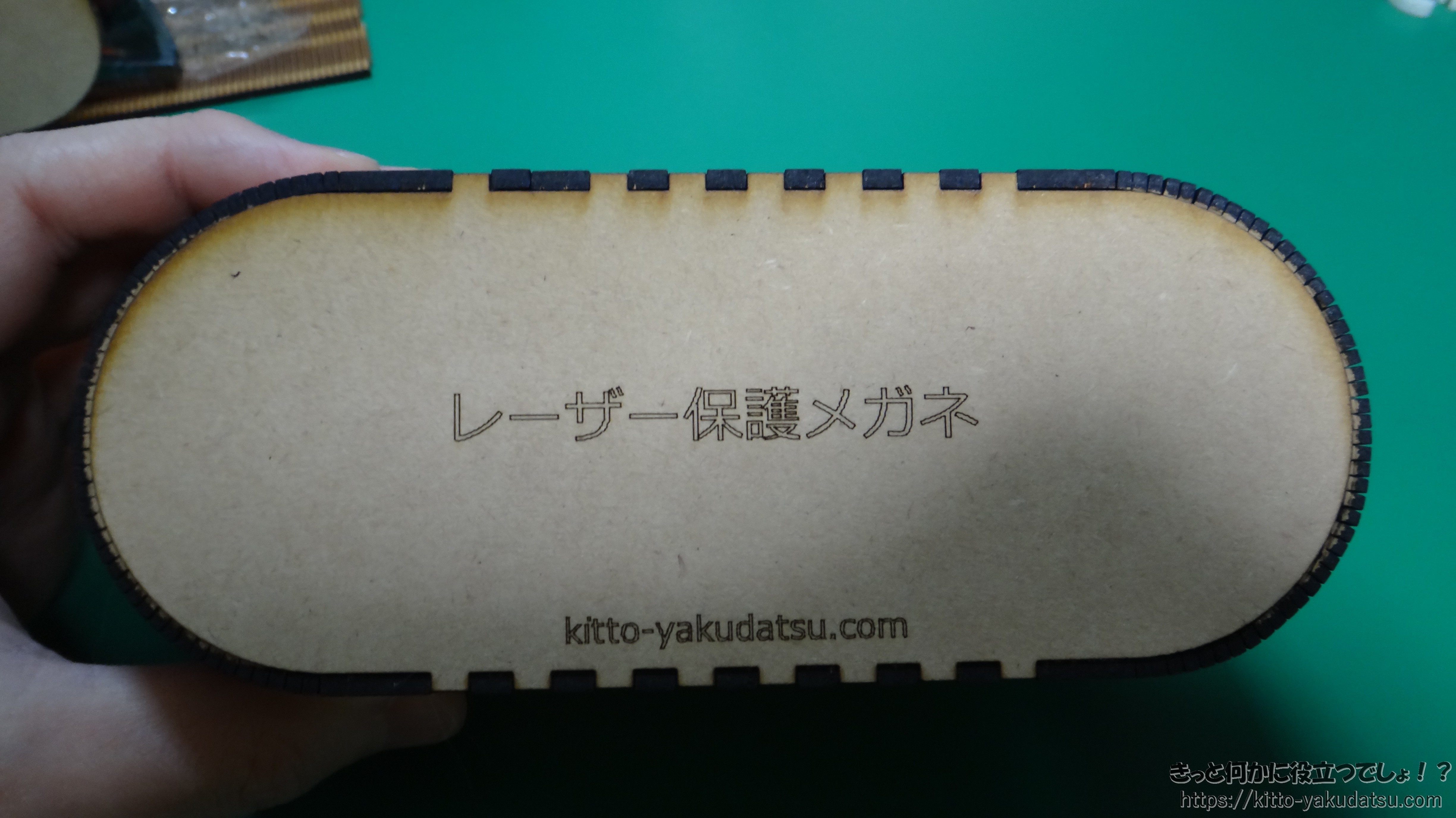

下のくすみっぽい感じが気になるなぁ。煙の影響??
リビングヒンジの回り込んでいる部分は隙間なく収まってくれた様です。伸び代ゼロでもよかったみたい。
底面のほぞ組みも、ほぼ隙間なく収まりました。素晴らしい!!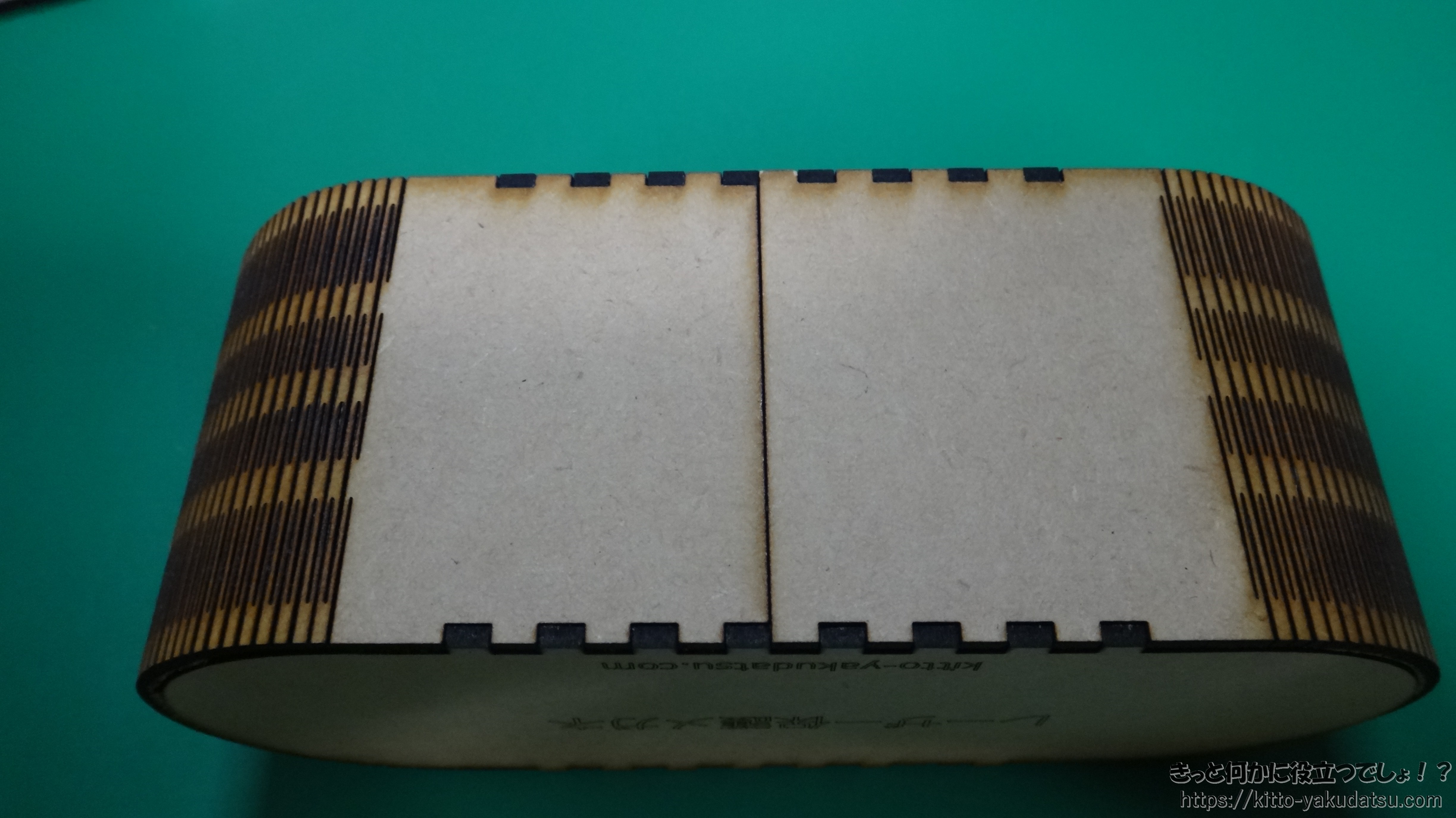

リビングヒンジも今回は割れずに済みました。
丸い穴の部分に指を入れて蓋を開けます。蓋を開けるとこんな感じ。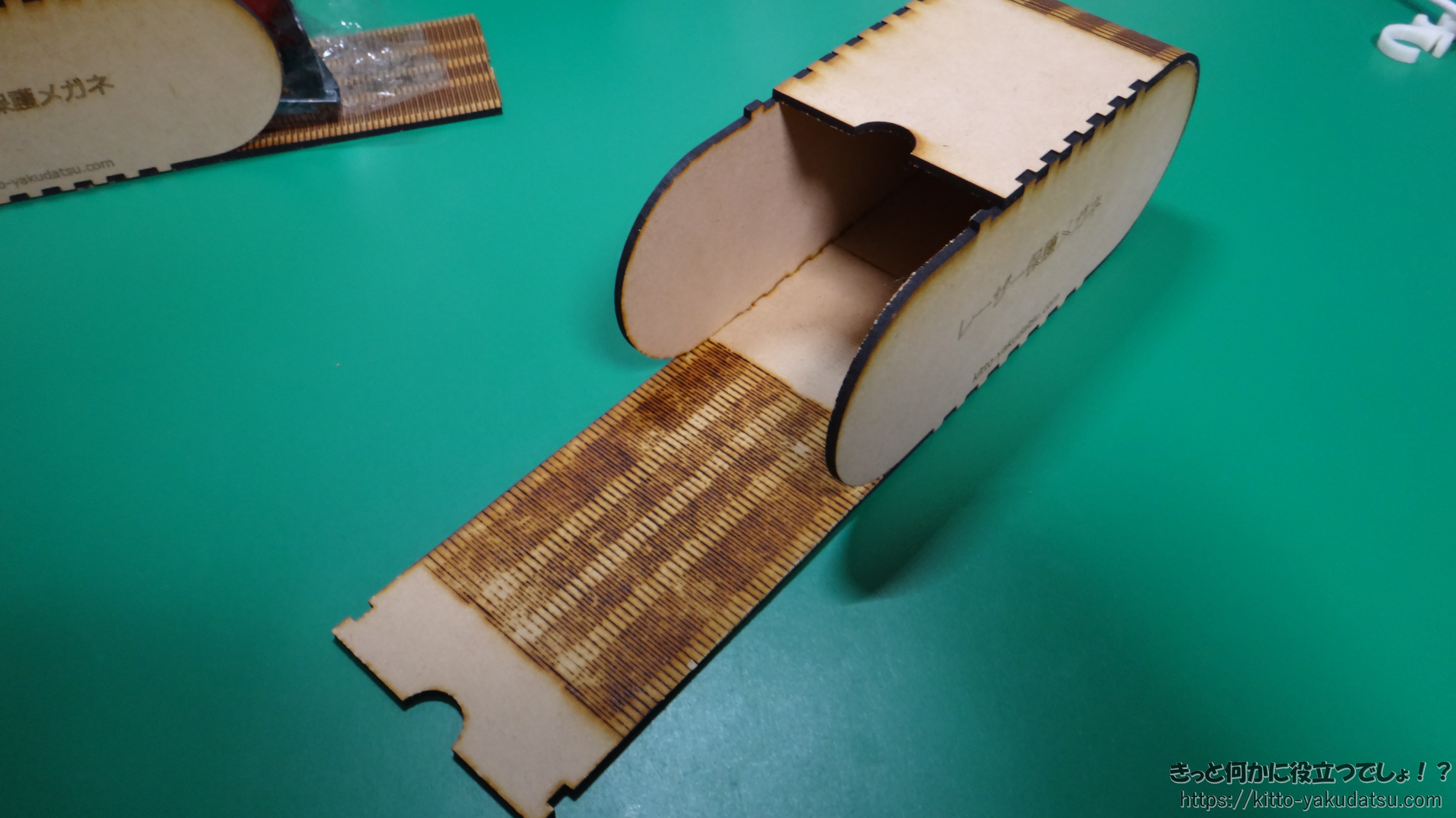
メガネを入れて蓋が締まるか?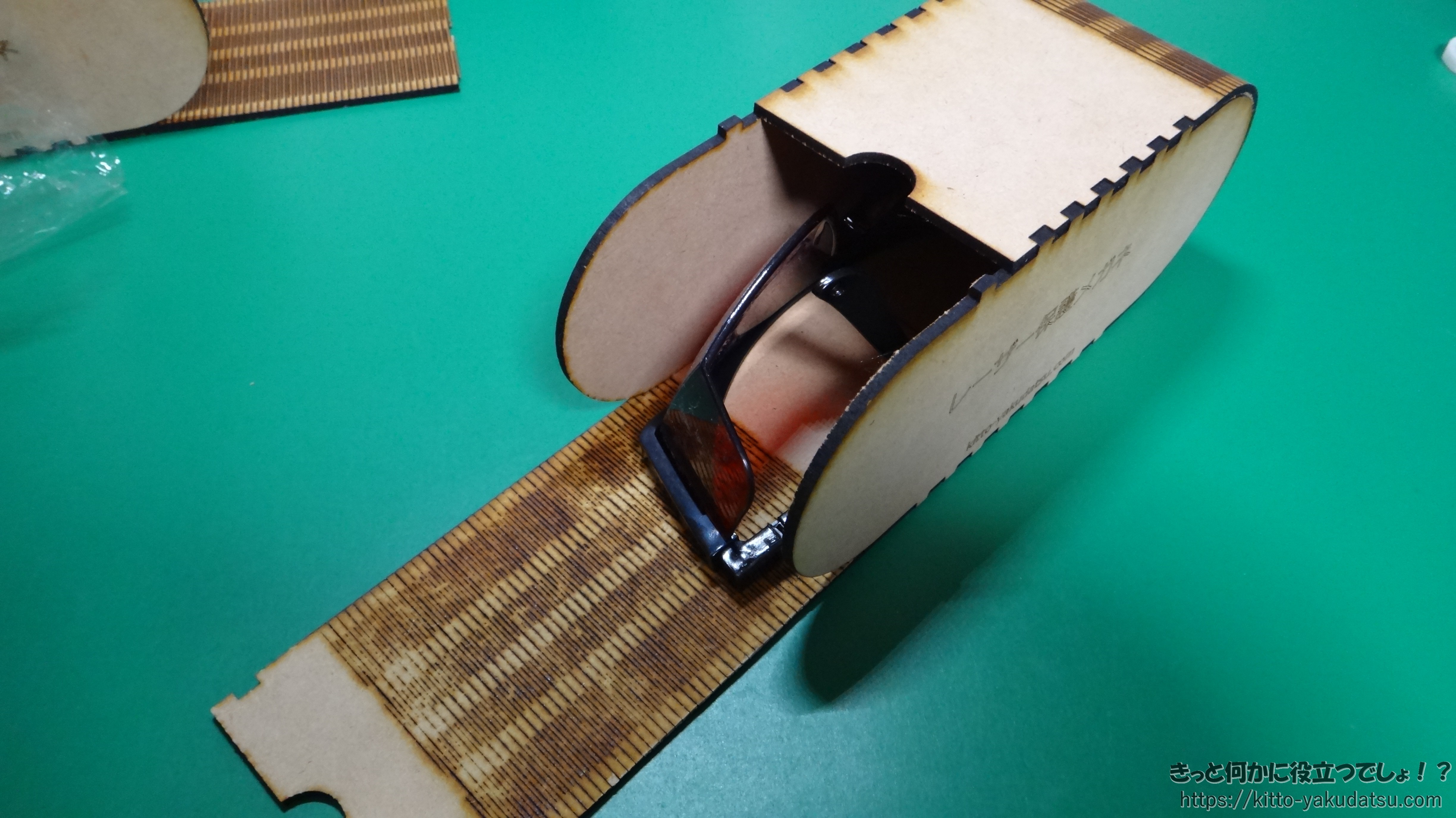
よかった。無事に蓋が閉まりましたw
ちゃんと中にメガネ入ってるよ!!(笑)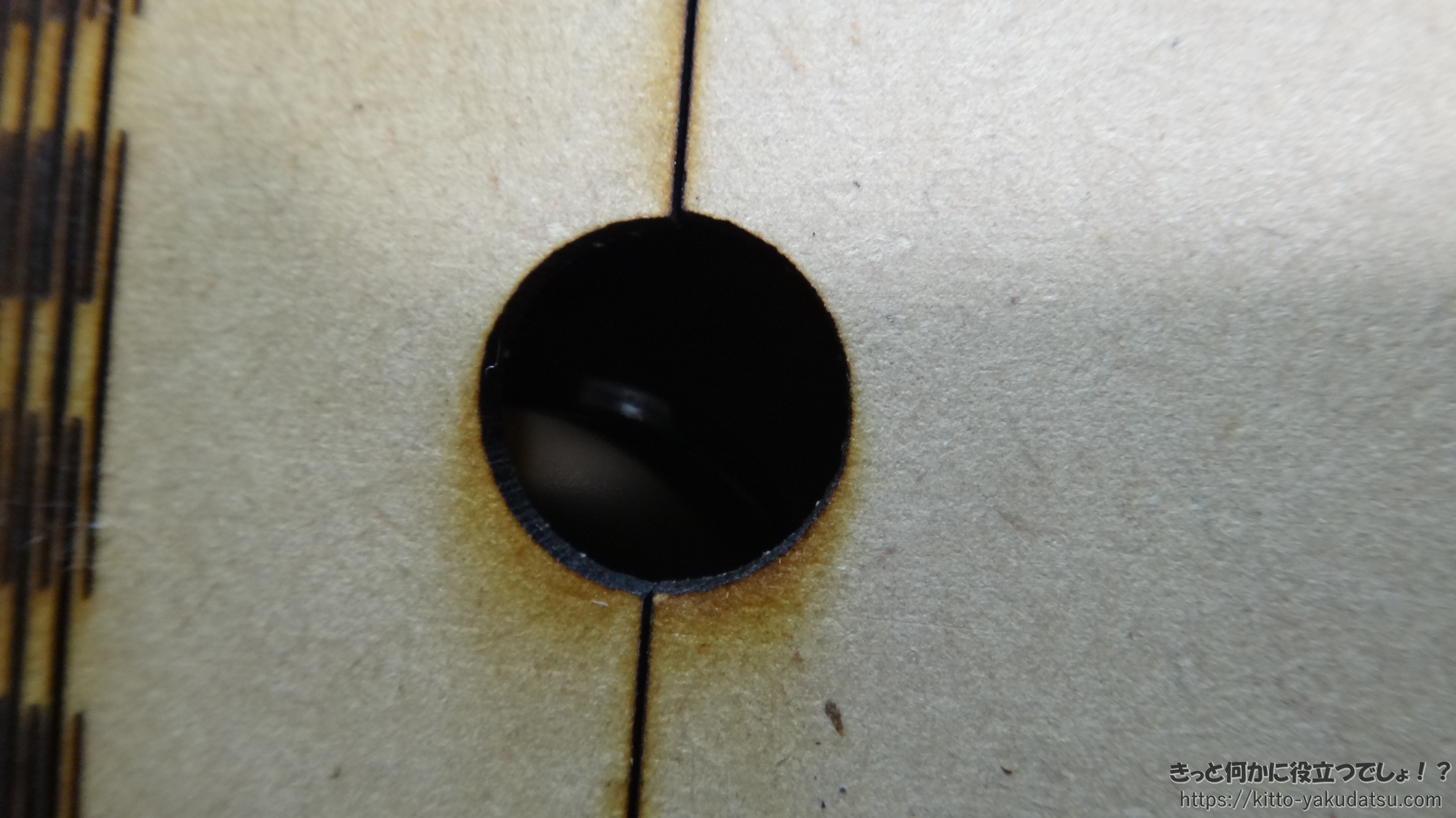
と、遊んでないでメガネをメガネ拭きで包んで再収納。


一応、完成です♪
分かったこと
MDF材 2.5mm厚のカットパラメータはもう少し見直し必要。
FABOOL Laser mini 3.5Wモデルの場合、速度200mm/min・出力100%・3周回では部分的にカット残りが出ました。
MDF板の反りの影響か?、MDF材そのものの素材特性のバラつきか?不明ですが、周回増やすだけでは不十分な可能性も残ります。
出力上げる(この場合は”速度落とす”ですね)必要が有るかも?
出力上げて周回少な目にした方がカット時間の短縮になりそうですし、次回は150mm/min・出力100%・3周回で試してみようと思います。
リビングヒンジは1mm間隔スリットでかなり柔軟に出来る。
今回の1mm間隔スリットはそれなりに柔軟に曲がりますので、(マグレ当たりかも知れませんが)今回の結果はまずまずでしょう。今回を一つの成功例として、もう少し色んなパターンもテストしてみたいと思います。
側面円周部に対し、リビングヒンジ部分の長さを伸び代ゼロで作りましたが、隙間なく収まってくれました。バネ性をどこまで要求するかにもよりますが、この手のケースであれば伸び代ゼロでも問題なさそうです。
ほぞ組みの寸法は0.1mm痩せでも嵌る。
ほぞ組みも、凸部に対し凹部を両側0.1mm小さくしてみましたが、なんとか嵌合できました。素材によるかも知れませんが、MDF材 2.5mm厚なら同じ手法が取れそう。
ただ、2.5mm厚の板を差し込む部分を今回2.3mmにしてしまっており、ここは2.5mmでも良さそうですね。次回作で反映させて試してみようと思います。
端材の処理が面倒。
当たり前と言えば当たり前なんですが、端材が毎回出るので捨てるの大変かも?
3Dプリンタの端材は邪魔にならないですけど、レーザーカッターの端材はちょっと処置に困りますね。
カット用の素材のプリカットサイズにも寄りますので、端材として取り扱いの良いサイズを検討したいところ。
今回も、2枚端材が・・・
これって、燃えるゴミなのかな?(笑)
煙と臭い対策は必須
やはり、CO2レーザーと比べ出力低いので、速度遅くして周回重ねる必要があり、結果としてカット時間が長くなりがちです。
その間ずっと煙と臭いに耐える必要が有りますので、早めに集煙装置を作る必要が有ります。
また、火災対策として、下面の保護材は金属製にするなりした方が良さそうですし、遠隔監視カメラなどの仕組みも必要かも知れません。
関係データのダウンロードリンク
今回のデータ(SVGファイル)はコチラに置きました。
注意点と併せてご参照ください。
おまけ
強化パーツはRev3まで進化?しました。
今の全景はこんな感じ。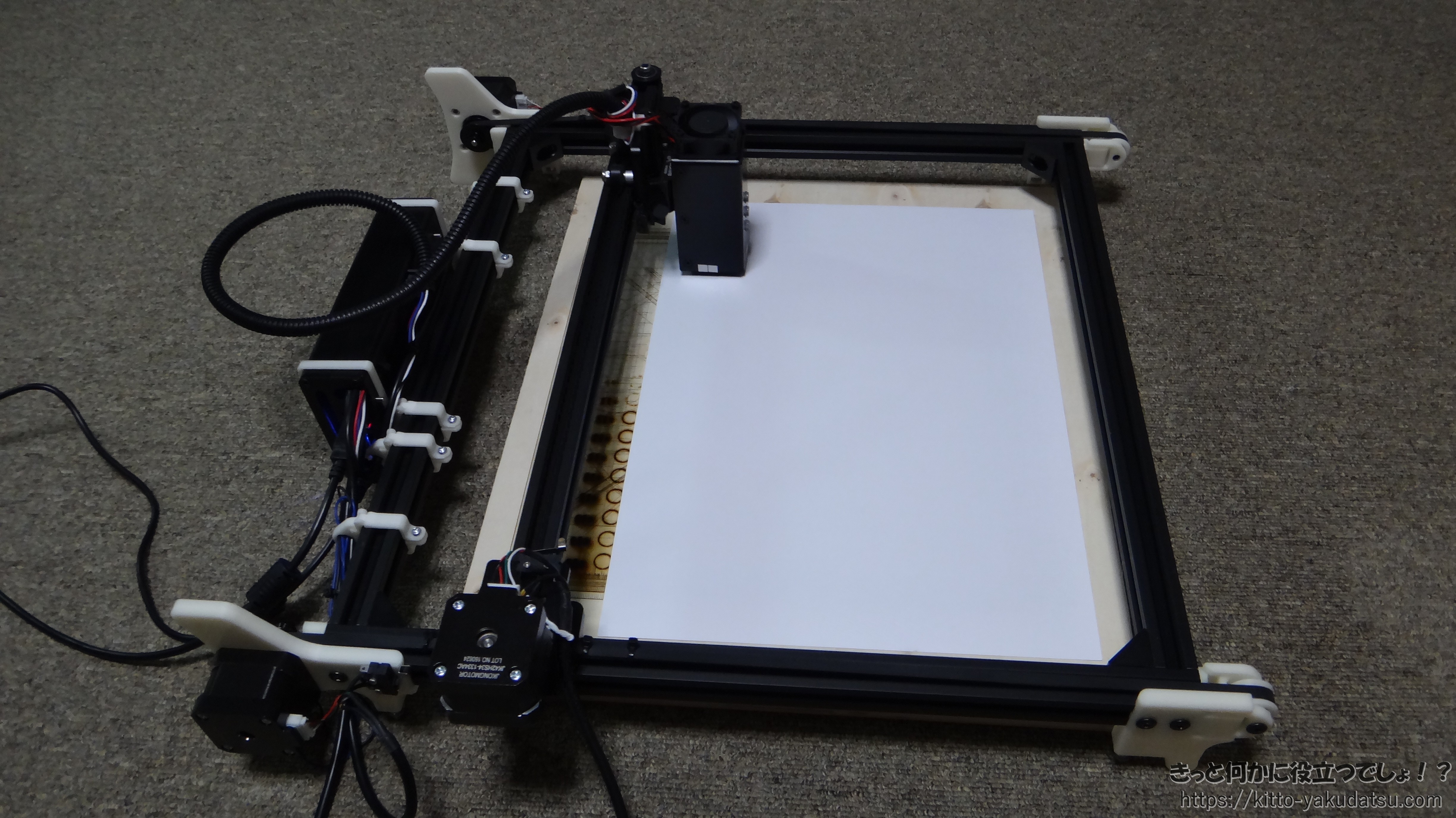
写真だけ公開してた前作から、プーリー保持部の強度を上げました。プーリーは以前と同じベルトとジャストサイズなので、ベルトラインの左右暴れは起こりません。
ベルトのフレーム当たりは皆無です。(私の環境では。。)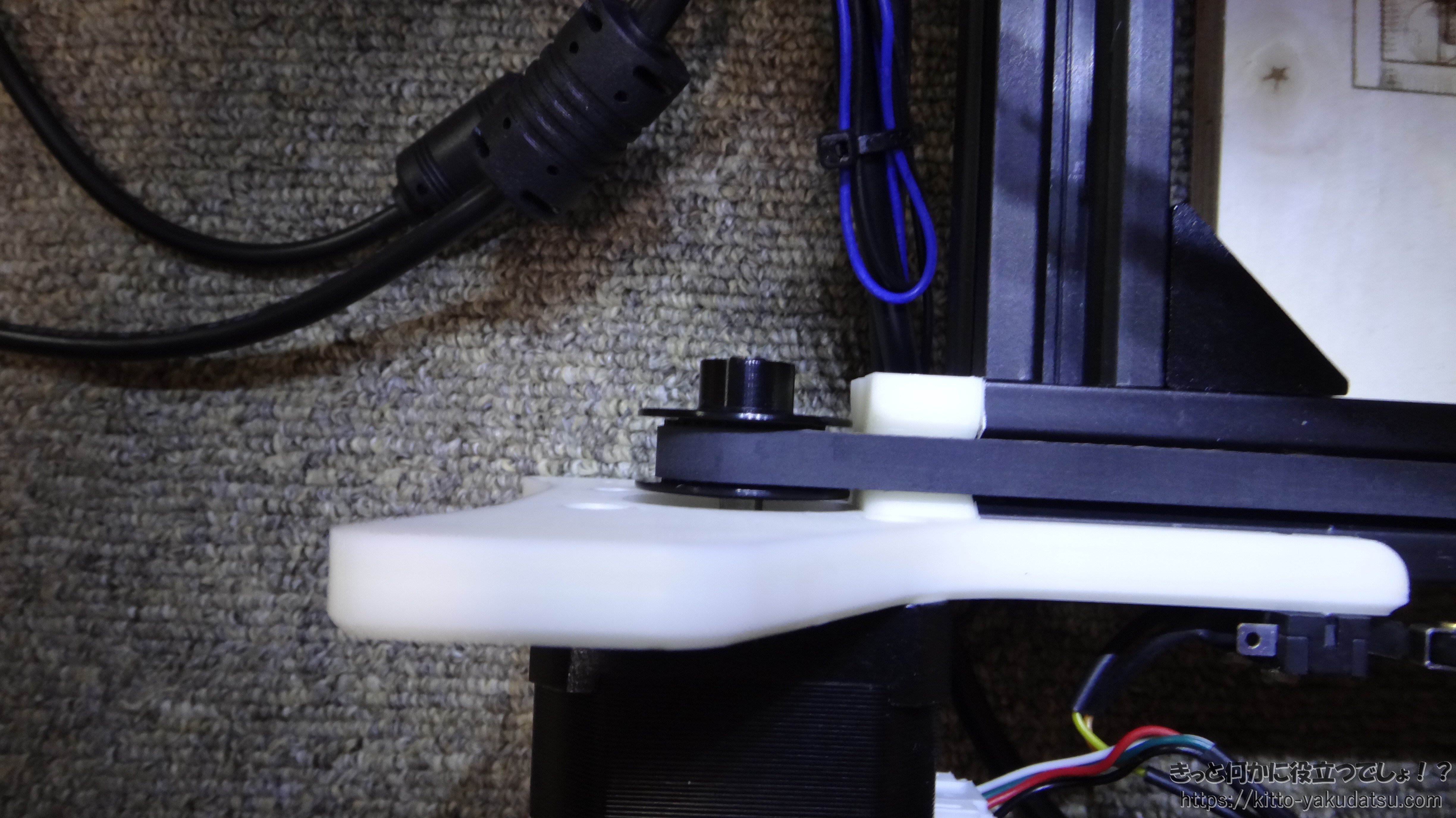
なんとか実用レベルにはなったと思いますので、もう少ししたら公開したいと考えています。


コメント
初めまして。
パラメータ処理にはいつも悩んでいて凄い参考にさせてもらっています。
同じ眼鏡ケースを作成したわけではないのですが、
近くで材料が手に入りにくく、いつも2.3mmのベニヤで作成しています。
私の組み立てが悪いのか、作成データ通りの精度は出るのですが場所によって同じように焼きムラが出ています。(材質の問題?)
正確にデータを取っていないのですが、外の天候(湿度?)でカット出来たりできなかったりすることが結構あります。
晴れの日(300mm/min、100% 11回) 雨の日(300mm/min、100% 15回)
あと、板の厚さが2mmを超えると極端に回数を増やさないと貫通しなくなってきて、公式が言う最高4mmカットに挑戦しているのですが全然切れる気配がないですね・・。
自己流であまりよろしくないのかもしれませんが2mm以上の厚い物を切るとき3mmの付属調整プレートではなく2.5mm~2mmぐらいのプラ版でやるとよく通るのでもし興味があれば試してみてください!
余談ですが端材はレーザーであとつけて4分割で捨ててましたが
糸ノコかなにかでバラバラにしちゃって燃えるゴミや家庭ごみと一緒に出してます。
ななさん こんにちは。
コメント有難う御座います。
本日、MDF2.5mmがうまく切れないことがある旨の記事を投稿した矢先のコメントでしたので、すごくタイムリーな内容有難うございます。m(__)m
記事中でも書きましたが、残念なことにMDFの在庫を切らしてしまって原因追及までは至っていません・・・。今後も継続予定。
天候(気温・湿度)は気になってる要素なのですが、作業場の室温はエアコンでそれなりに安定していることと、湿度も湿度計読みだとそんなに変化してないんです。
私見なんで、まったくの目論見違いなのかも知れませんが、MDFって素材の均一感がそれなりにある素材だと考えていました。
敢えて濡らしたりしなければ、1枚のワークの中で吸湿状態にそんなに差がある様には思えず、記事中では湿度は検証対象から除外していた次第です。
頂いたアドバイスは、以降の検証において参考にします。有難う御座います。
ベニヤ材のパラメータについて、アドバイス有難うございます。m(__)m
ホームセンター等での入手性が良いので、先々の検証候補にしたいと思っている素材です。
私見ですが、ベニヤ材は、材質が場所場所でかなり違ってる(木目の影響など)様に思えたので、敢えて最初の検証対象にはせずにMDFから始めてる次第なんです。
検証時には、ななさんのパラメータも参考にして色々試してみようと思います。
また、クリアランスについても、アドバイス有難うございます。
実は、下の保護材が既に平面度を出せてない状態になってしまったので、まずはそこをちゃんとさせてから色々試す予定です。
なんとなくのイメージですが、ワーク反りのままカットするとレーザーがワークに対して斜めに当たるので、カットを重ねた過程で更に反りが惨くなって下の方までレーザーが届かなくなるんじゃないだろうか?なんて想像もしています。
こちらは、まずは平面度をちゃんとしてみてからの検証となりそうです。
反ったワークをどう押さえ込むかもなかなか難題となりそうです。FABOOLに限らずレーザーカッター全般の課題だと思いますので、うまい工夫を考えたいと思います。
端材は、燃えるゴミで出せるんですねぇ。
・・・あ、今日は燃えるゴミの日でした。
もう収集車行っちゃったので、来週出してみます。地域差もありそうなのでちゃんと回収してくれるか不安いっぱいでして。。(笑)
こんにちは
楽しく拝見させて頂きました
参考になります
といっても、実は私が持ってるのは競合機種なんですが
私のは3wモデルですが、同じようにカットしきれない部分が
小さいものならシナベニアの4mmでも抜けますが大きな物になると
同じパラメータでも駄目になります
どうも原因の最大要因はレーザー発信機の熱ダレのようですね
オープンタイプならともかくクローズ度な環境ならなおさらで
最初2回で少し冷却して、更に2回でどうでしょう?
魔流さん こんにちは。
コメント有難う御座います。
なるほど、レーザーユニットの熱ダレはありそうですね。
確かに間を空けるのは効果的な気がします。
今作っている収納ケースが出来上がり次第、色々試してみようと思います。
収納ケースに入れると放熱性は悪くなると思いますので、この辺もどう変わるか気になります。
参考にさせて頂きます。
高温になる環境で使うと一気にレーザーがへたってるとの話で
当然使う時間が長くなればなるほどです
確実に抜こうと3回でいけるのを4回にすると、使用時間も長くなってますます悪い状態って・・・・
今、新型のレーザーヘッドを試しているそうで、それだと耐熱性が高いそうです
小さい物を切れる状態で加工面いっぱいで使えればいいだけなんですがね
あとレーザーの焦点距離を簡単に弄れるなら、加工回数、厚みに応じて下げていくのもありかなと思います
加工性がいい素材ですが、アガチス工作材ってのも結構切りやすいですし
天然木なんで切り口もMDFみたいに真っ黒にならなくていいですよ
ただし、素材的にはそれほど固くはないですし、繊維の向きでは折れやすいのは難点です
曲げる加工はさすがに天然木じゃ無理でした・・・(^^;
魔流さん こんにちは。
(お持ちの競合機種はPodeaさんかな?などと想像しております)
レーザーユニットの熱ダレについては、繰り返しを自動化せずに手動で間を空ける様にするしかなさそうですね。
現象確認してみて、色々試行してみようと思います。
天然木は切ってみたことがないのですが、MDFの様に黒くならないんですね。
どんな断面になるのか一度試してみたいところです。
>競合機種
御想像におまかせします(笑
MDFや他の合板は接着剤とか使ってますからね、そのせいで臭いもきつかったり
煙も多かったり、更にカット面が真っ黒になったりで
天然木だとそれほど嫌な臭いもしませんし、カット面も焦げがすくなくてきれいですよ
逆に焼き付け文字とかは、薄くなっちゃいますけど(^^;
参考までに、どっかで見たようなのですけど
ttps://goo.gl/photos/TSPBXS2zeB9k5Qt88
アガチス3mmです。私の環境だとMDF2.5mmより切りやすいかも
魔流さん こんにちは。
アガチスの断面がとても綺麗ですね。
俄然興味がわいてきました。
今度手に入れて試してみようと思います。
余談ですが、この写真の回転するヒンジ部分は面白い構造ですね。
参考にさせて頂きます。
色々有難う御座いました。
あのヒンジはMakersloveさんのところに作例があって、私も感激しましてまねてみました
いかにもレーザー加工ならではってのがいいですね(笑
MDFの2.5mmでも試したんですが、ちょっと厚みが足らなかったようで
ttp://makerslove.com/category/laser
アガチス、天然木なのであまり大きなサイズがないんですよね
長さはあるんですが、幅は120mmほどのしかなくて
魔流さん こんにちは。
ヒンジの作例サイトの紹介有難うございます。
早速活用してみましたので、近々ブログへ掲載する予定です。
また、カットの不安定さについて、現状の私の環境では、下敷きの平面度をキッチリ取ってワークの反りを強制すれば、かなり綺麗にカットできる様になりました。
まだまだ様子見が続きますが、なにか新しい発見があれば、またブログにてご報告しますね。